HEIDENHAIN TNC 410 User Manual
Page 169
8 Programming: Cycles
156
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
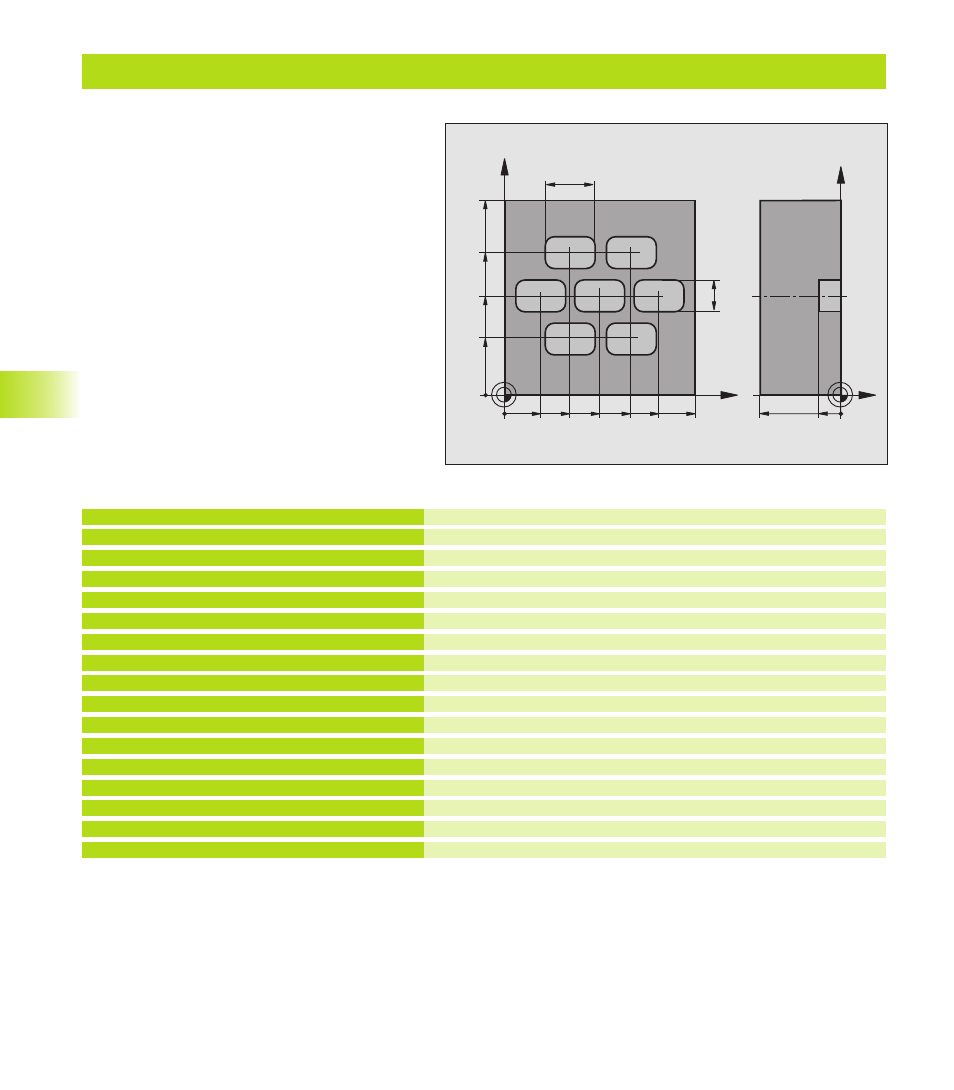
Example: Roughing and finishing a rectangular pocket in connection with point tables
Define the blank form
Tool definition for roughing
Tool definition for finishing
Tool call for roughing
Move tool to clearance height (enter a value for F)
The TNC positions to the clearance height after every cycle)
Defining point tables
Define cycle for roughing a pocket
Cycle call in connection with point table MUSTPKT.PNT
0 BEGIN PGM TAKOM MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL DEF 2 L+0 R+3
5 TOOL CALL 1 Z S5000
6 L Z+10 R0 F5000
7 SEL PATTERN MUSTPKT
8 CYCL DEF 4 .0 POCKET MILLING
9 CYCL DEF 4 .1 SET UP+2
10 CYCL DEF 4 .2 DEPTH-10
11 CYCL DEF 4 .3 PLNGNG+3 F150
12 CYCL DEF 4 .4 X+25
13 CYCL DEF 4 .5 Y+15
14 CYCL DEF 4 .6 F350 DR+ RADIUS4
15 CYCL CALL PAT F5000 M3
X
Y
50
50
100
100
25
Z
Y
-40
-10
70
30
35
65
20
80
16
Program sequence
■
Rectangular pocket roughing with Cycle 4
■
Rectangular pocket finishing with Cycle 212
The center point coordinates are stored in the point
table MUSTPKT.PNT (see next page) and are called
by the TNC with CYCL CALL PAT.
Make sure that in the cycle definition 212 both the
coordinates for the pocket center (Q212 and Q213),
and the coordinate of the workpiece surface is
defined as 0.
To mill the pockets to different levels of depth,
change the coordinates in the point table
MUSTPKT.PNT.