4 contour line digitizing – HEIDENHAIN TNC 410 User Manual
Page 276
263
HEIDENHAIN TNC 410
13.4 Contour Line Digitizing
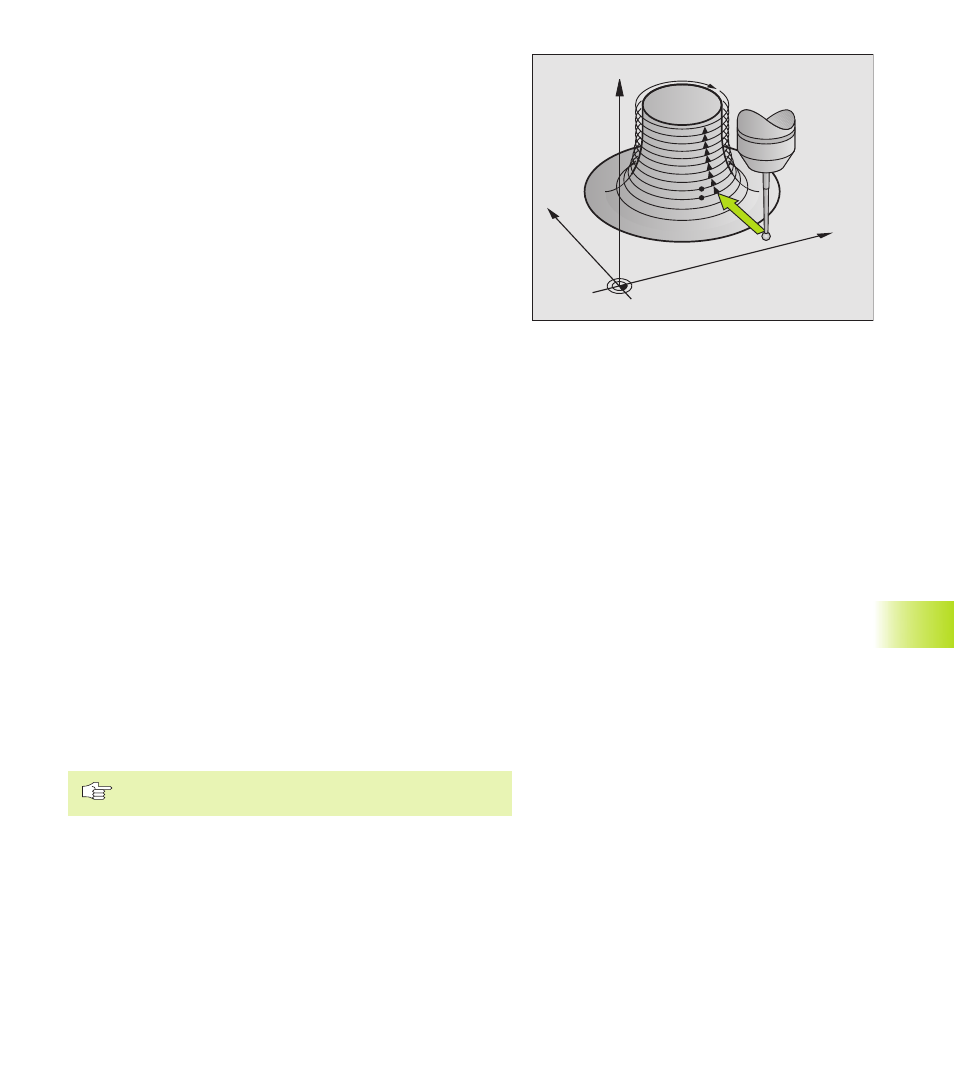
Digitizing Cycle 7 CONTOUR LINES
The CONTOUR LINES cycle scans a 3-D contour by circling around
the model in a series of upwardly successive levels. This cycle is
particularly useful for digitizing steep contours, such as the gating
of injection molding dies, or for digitizing a single contour line, such
as the contour of a cam disk.
After first making contact with the form, the probe starts scanning
at constant height around the form. After it has orbited the form and
returned to the first probe point, it then moves in the positive or
negative direction of the probe axis by the value of the LINE
SPACING. It then once again orbits the form at constant height. This
process is repeated until the entire range has been scanned.
Once the entire range has been scanned, the touch probe returns
to the clearance height and the programmed starting point.
Requirements for the scanning range
■
In the touch probe axis: The defined RANGE must be lower than
the highest point of the 3-D model by at least the radius of the
probe tip.
■
In the plane perpendicular to the touch probe: The defined
RANGE must be larger than the 3-D model by at least the radius
of the probe tip.
Starting position
■
Probe axis coordinate of the MIN point from Cycle 5 RANGE if the
line spacing is entered as a positive value.
■
Probe axis coordinate of the MAX point from Cycle 5 RANGE if
the line spacing is entered as a negative value.
■
Define the working plane coordinates in the CONTOUR LINES
cycle.
■
Automatically move to the starting position:
First in the probe axis to clearance height, then in the working
plane.
Contour approach
The touch probe moves toward the surface in the programmed
direction. When it makes contact, the TNC stores the position
coordinates.
Before the CONTOUR LINES cycle, the part program
must have a range defined in the RANGE cycle.
13.4
Contour Line Digitizing
X
Z
Y