6 sl cycles – HEIDENHAIN TNC 410 User Manual
Page 184
171
HEIDENHAIN TNC 410
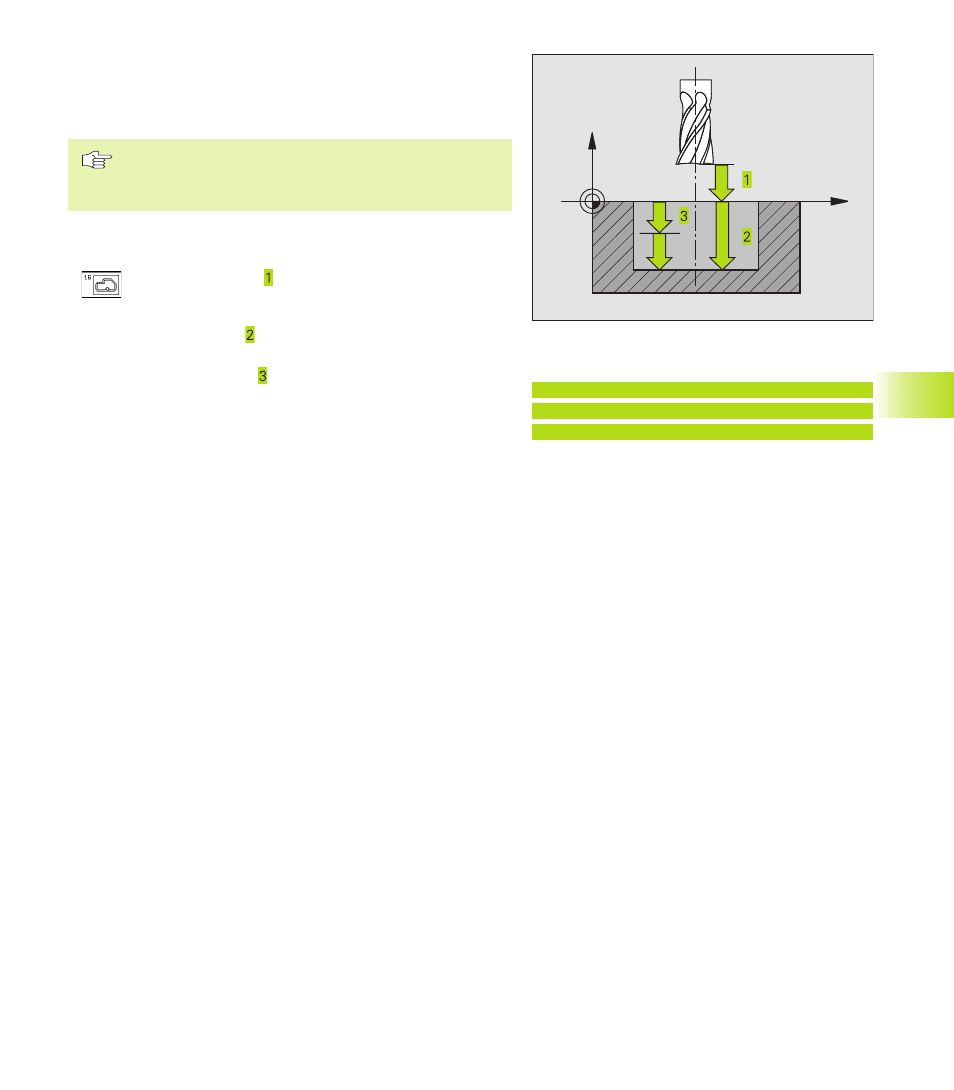
CONTOUR MILLING (Cycle 16)
Application
Cycle 16 CONTOUR MILLING serves for finishing the contour
pocket.
Before programming, note the following:
Program a positioning block for the starting point in the
tool axis (set-up clearance above the workpiece surface).
The TNC finishes each subcontour separately, even at several
infeed depths.
ú
Setup clearance (incremental value): Distance
between tool tip (at starting position) and workpiece
surface
ú
Milling depth (incremental value): Distance between
workpiece surface and pocket floor
ú
Plunging depth (incremental value):
Infeed per cut. The TNC will go to depth in one
movement if:
■
The plunging depth and the milling depth are equal
■
The plunging depth is greater than the milling depth
The milling depth does not have to be a multiple of
the plunging depth.
ú
Feed rate for plunging: Traversing speed of the tool in
mm/min during penetration
ú
Clockwise rotation:
DR + : Climb milling with M3
DR – : Up-cut milling with M3
ú
Feed rate: Feed rate for milling in mm/min
8.6 SL Cycles
X
Z
Example NC blocks:
12 CYCL DEF 16.0 CONTOUR MILLING
13 CYCL DEF 16.1 DIST+2 DEPTH-25
14 CYCL DEF 16.2 PLNGNG+5 F150 DR+ F500