SkyTrak 6036 Service Manual User Manual
Page 336
Hydraulic System
8.120
Model 6036 Legacy
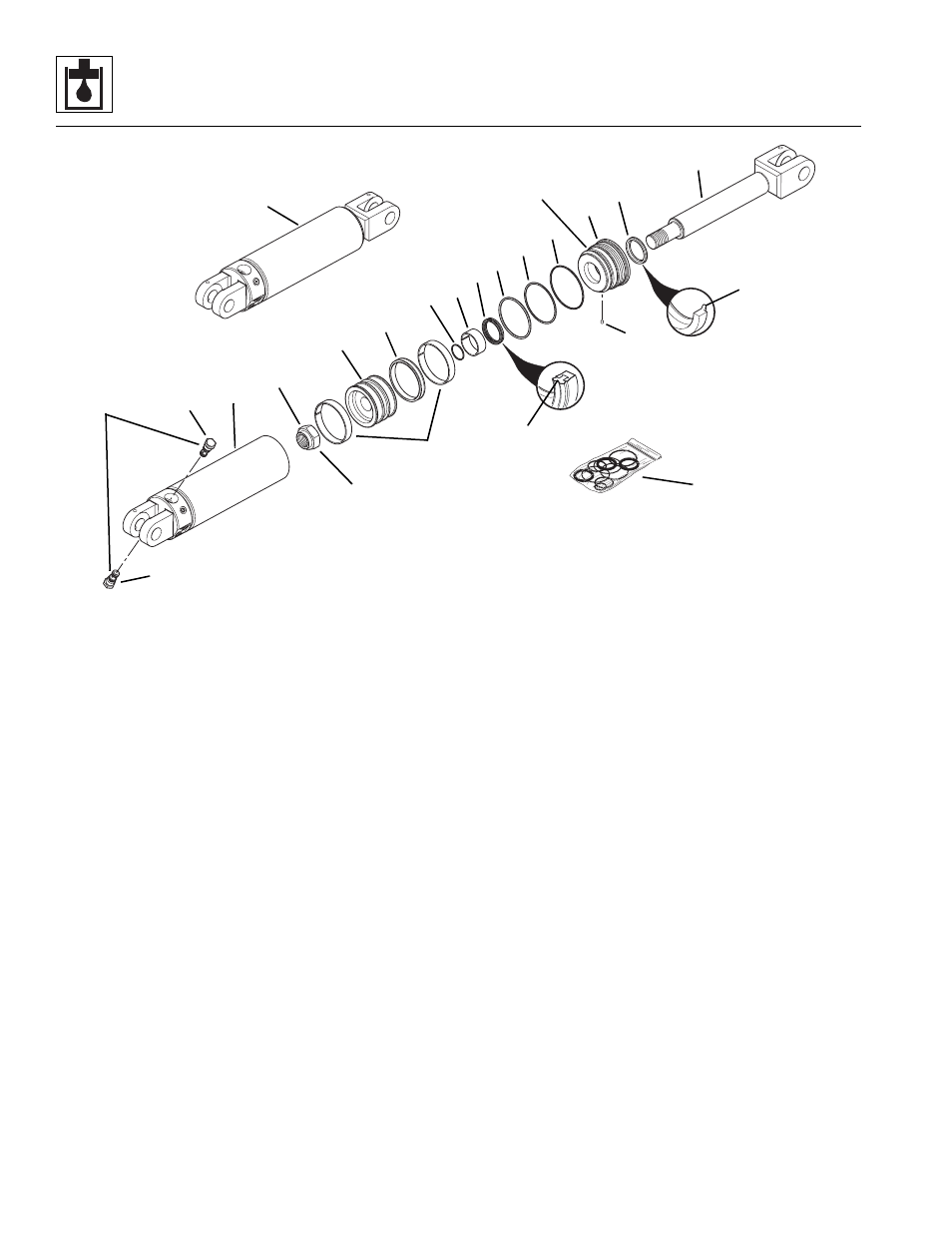
Figure 8-79 Frame Sway Cylinder Components
IMPORTANT: When sliding the rod and piston assembly
into the tube, DO NOT damage the piston by scraping it
against the threads in the tube. Keep the rod in line with
the tube to prevent binding.
6. Carefully withdraw the rod (Fig. 8-79, 6) straight out of
the tube (5). Keep the rod straight during withdrawal to
help avoid scratching, nicking or damaging the tube (5).
7. Secure the rod eyelet and remove the locknut
(Fig. 8-79, 7) from the threaded end of the rod.
Discard the nut; a new nut will be required for
reassembly.
Note: Heating the nut (Fig. 8-79, 7) to approximately
300° F (150° C) may also be required to break the seal
formed by the Loctite Threadlocker #271 (red) applied to
the nut when installed. The application of significant
force is required to overcome the 1100-1250 lb/ft
(1492-1695 Nm) of torque the nut was tightened to when
originally installed.
8. Remove the piston (Fig. 8-79, 8) from the rod (6).
9. Remove the small o-ring (Fig. 8-79, 9) from the
piston (8).
10. Remove the head gland (Fig. 8-79, 4) from the rod (6).
11. Remove both precision wearbands (Fig. 8-79, 10)
from the piston (8).
12. Remove the capped T-seal (Fig. 8-79, 11) from the
piston (8).
Note: The T-seal actually consists of four components: a
wide, flexible inner band, the flexible T-seal band itself,
and two supportive split caps that mount on either side of
the “T” seal band.
13. Remove the o-ring (Fig. 8-79, 12), the back-up ring
(13) and the o-ring (14) from the head gland (4).
14. Remove the heavy-duty rod wiper (Fig. 8-79, 15)
from the head gland (4).
15. Remove the precision wearband (Fig. 8-79, 16) and
deep Z-seal with rod back-up (17) from inside the
head gland (4).
c. Frame Sway Cylinder Internal Cleaning
1. Remove all hydraulic fluid, dirt and debris from the
inner surface of the cylinder.
2. Discard all seals, back-up rings and o-rings. Replace
with new items from a complete seal kit (Fig. 8-79, 18)
to help ensure proper cylinder function.
3. Clean all metal parts with an approved cleaning
solvent such as trichlorethylene. Carefully clean
cavities, grooves, threads, etc.
MT1900
Apply Loctite #271 to
threads and torque to
1100-1250 lb/ft
(1492-1695 Nm)
7
8
14
13
12
17
16
9
11
1
4
15
5
2
2
10
3
18
6
Torque to
35-40 lb/ft
(47-54 Nm)
Torque to
300-400 lb/ft
(407-542 Nm)
19
20