Sandvik Coromant Heat resistant super alloys User Manual
Page 98
96
80
60
40
20
0
80
60
40
20
0
min
R215.36-12050- R215.3C-12030- R216.24-12050- R216.24-12050- R216.34-12050- R216.34-12050-
AC26L 1620
AC26H 1610
GAK26P 1620
GAK26P 1630
AK26P 1630
AK26P 1620
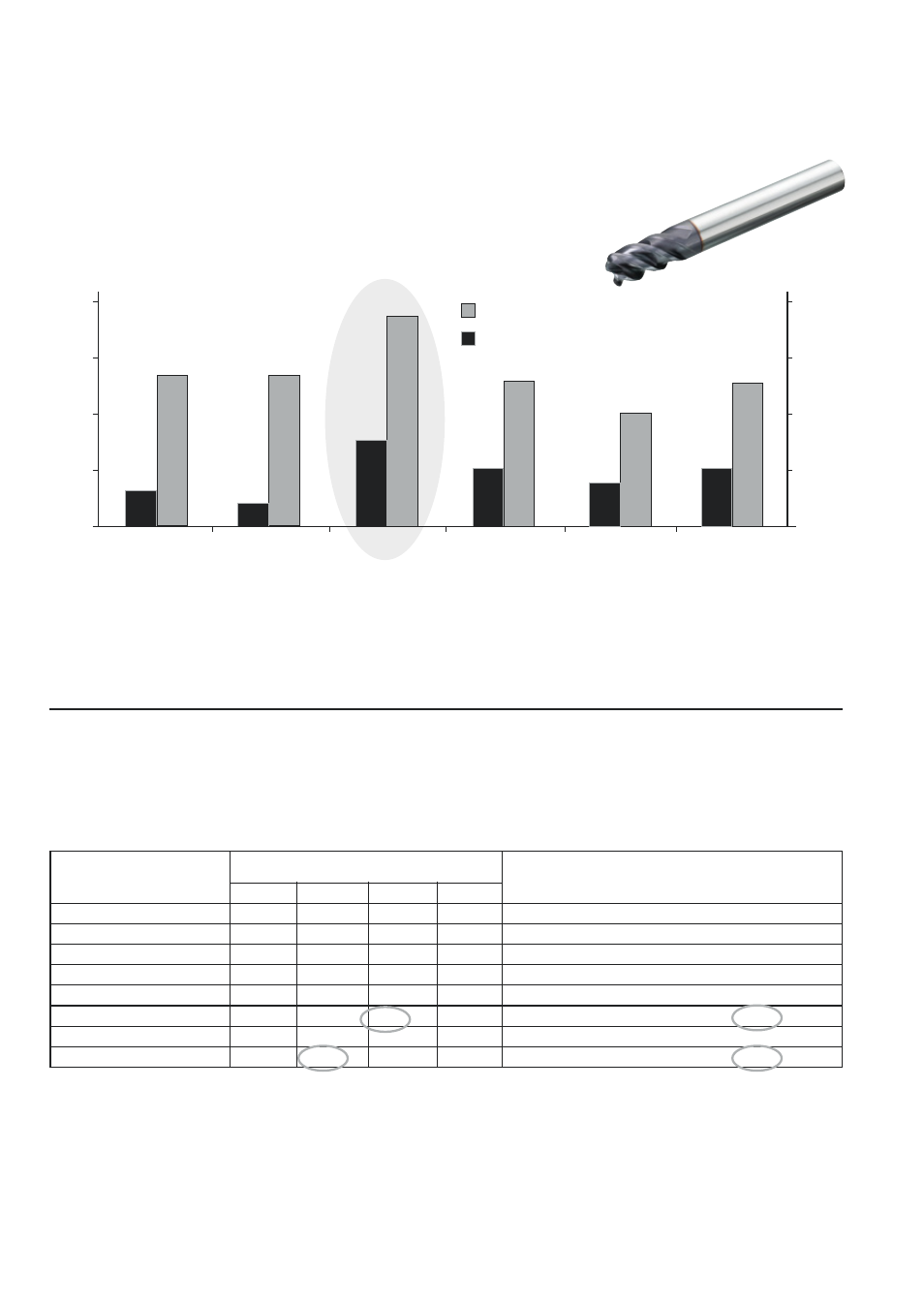
= Total metal removed
= Tool life
cm
3
First choice recommendations for HSM
It can be seen in the diagram that R216.24-12050-GAK26P 1620 is the optimised cutter
for HSM in Inconel.
Total metal removed and tool life vs radial cut
Material: Inconel 718
v
c
100 m/min, a
e
0.5 mm, a
p
10 mm,
f
z
0.05 mm/tooth, h
ex
0.02 mm
8
10
12
16
20.0%
1.6
2
2.4
3.2
53°
1.3
0.05
17.5%
1.4
1.75
2.1
2.8
49°
1.3
0.05
15.0%
1.2
1.5
1.8
2.4
46°
1.4
0.06
12.5%
1
1.25
1.5
2
41°
1.5
0.06
10.0%
0.8
1
1.2
1.6
37°
1.7
0.07
7.5%
0.6
0.75
0.9
1.2
32°
1.9
0.08
5.0%
0.4
0.5
0.6
0.8
26°
2.3
0.09
2.5%
0.2
0.25
0.3
0.4
18°
3.2
0.13
Depth of cut to
diameter ratio a
e
/D
c
Depth of cut for cutter diameter, mm
Entering
angle
k
r
Feed
modification
Feed f
z
for
0.04 h
ex
Recommended start cutting data for milling HRSA materials with CoroMill Plura
Finishing
75
1.5 x D
c
0.25 to 0.5
0.04
0.1
22
75
1.5 x D
c
8% D
c
0.04
0.08
16
Roughing
v
c
, m/min a
p
, mm
a
e
, mm
h
ex
mm f
z
mm/tooth
Tool life, min
Select feed depending upon percentage radial depth of cut
e.g. roughing:
D
c
12 mm, a
e
0.9 mm, f
z
0.08 mm
e.g. finishing:
D
c
10 mm, a
e
0.25 mm, f
z
0.13 mm