Milling, Terminology and units formulas – Sandvik Coromant Heat resistant super alloys User Manual
Page 121
119
Milling
D
cap
= Cutting diameter at actual depth of cut, a
p
mm
l
m
= Machined length
mm
a
p
= Cutting depth
mm
a
e
= Working engagement
mm
v
c
= Cutting speed
m/min
Q
= Metal removal rate
cm
3
/min
T
c
= Machining time
min
z
n
= Total number of teeth in cutter
piece
f
z
= Feed per tooth
mm/r
f
n
= Feed per revolution
mm
v
f
= Table feed (feed speed)
mm/min
h
ex
= Max chip thickness
mm
h
m
= Average chip thickness
mm
z
c
= Effective number of teeth
piece
k
c1
= Specific cutting force (for h
ex
= 1 mm)
N/mm2
n = Spindle speed
r/min
P
c
= Cutting power net
kW
κ
r
= Entering angle
degrees
m
c
= Rise in specific cutting force (k
c
)
as a function of chip thickness
iC = Inscribed circle
γ
0 = Chip rake angle
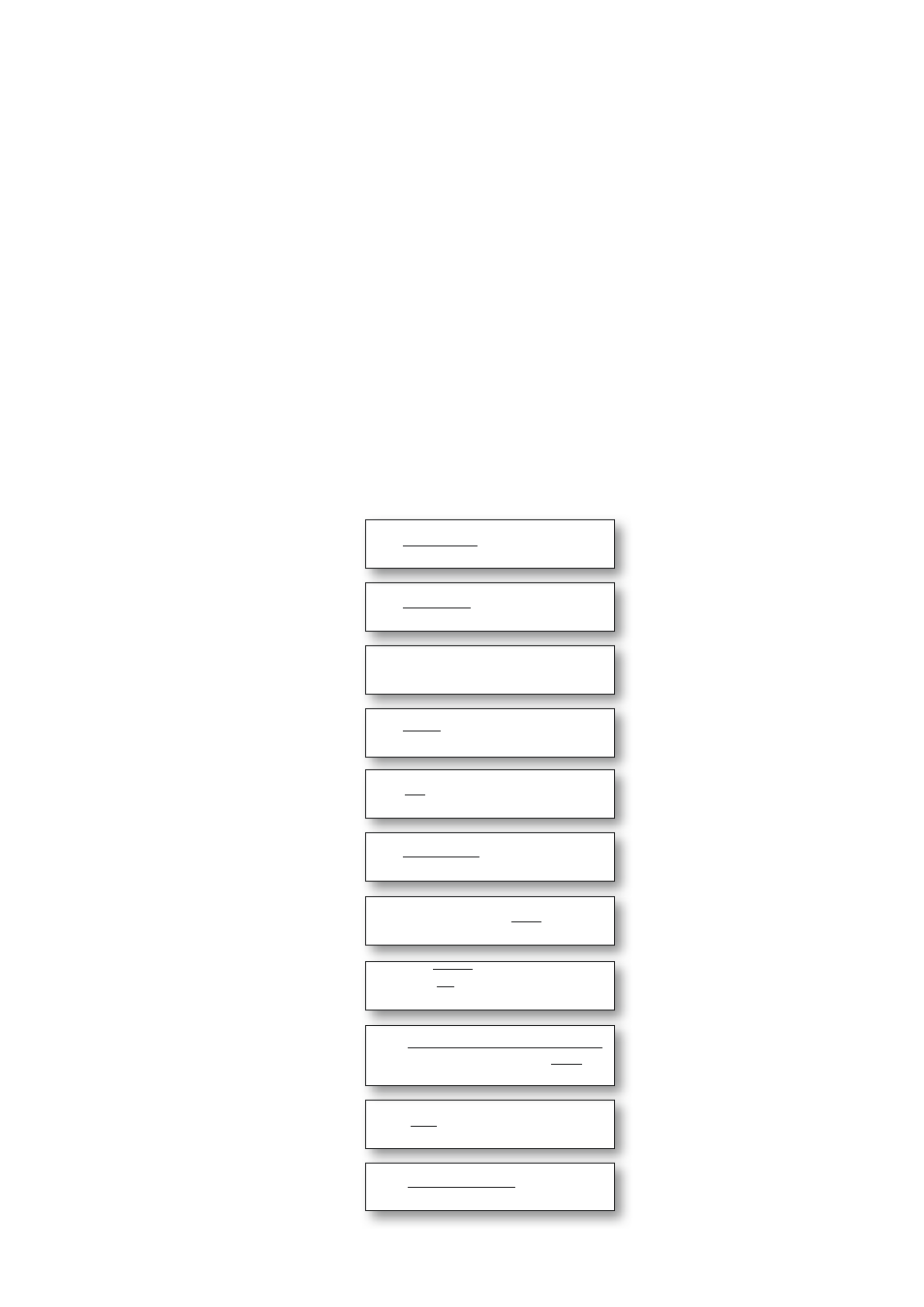
Feed per revolution
(mm/r)
Feed per tooth
(mm)
Table feed (feed speed)
(mm/min)
Spindle speed
(r/min)
Cutting speed
(m/min)
Terminology and units
Formulas
Machining time
(min)
Average chip thickness (mm)
when a
e
/D
c
≥ 0.1
Net power
(kW)
Metal removal rate
(cm
3
)
Specific cutting force
(N/mm
2
)
Average chip thickness (mm)
(Side and facemilling) when a
e
/D
c
≤ 0.1
v
f
= f
z
× n × z
n
f
z
=
v
f
n
× z
c
n =
v
c
× 1000
π × D
cap
v
c
=
D
cap
× π × n
1000
f
n
=
v
f
n
T
c
=
l
m
v
f
Q =
a
p
× a
e
× v
f
1000
k
c
= k
c1
× h
m
-mc
×
P
c
=
a
p
× a
e
× v
f
× k
c
60 × 10
6
h
m
=
sin
κ
r
Ч 180 Ч a
e
× f
z
π × Dcap × arcsin
(
a
e
)
D
cap
h
m
≈ f
z
a
e
D
cap
√
1 -
γ
0
(
100
)