Cutting speed ( v – Sandvik Coromant Heat resistant super alloys User Manual
Page 95
93
20
52
40
35
30
25
20
15
10
5
0
80
70
60
50
40
30
20
10
0
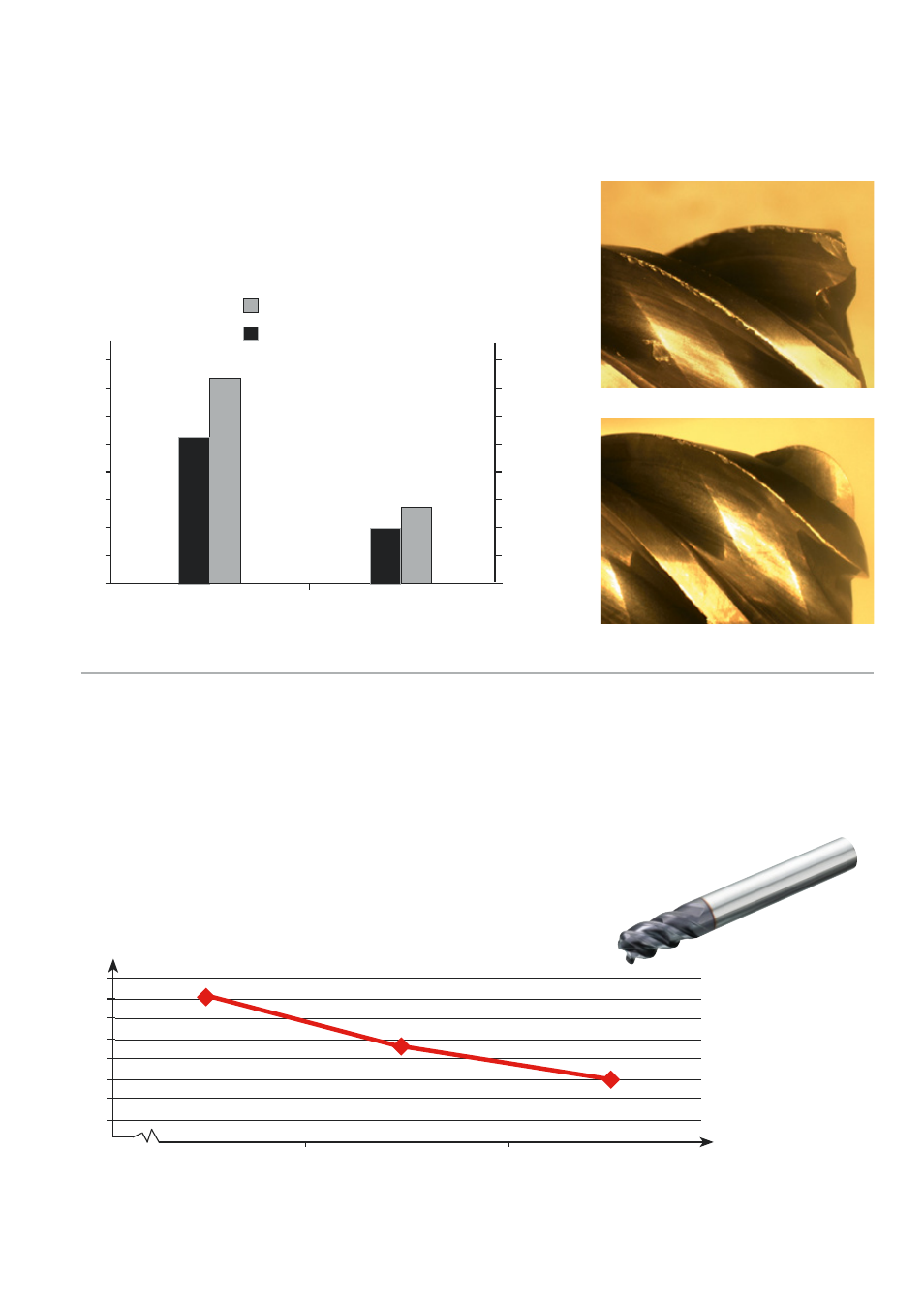
Corner geometry
The main wear observed in the case of HSM in Inconel is micro chipping at the cutting
edge. A radius end mill, due to increased strength is always better compared to a chamfer
or sharp corner.
Comparison between chamfer and radius end mill
v
c
100 m/min, a
p
10 mm, h
ex
0.02 mm,
a
e
0.5 mm, f
z
0.05 mm/tooth
Material: Inconel 718
Minutes
R216.24-12050-GAK26P
R216.34-12050-AK26P
1620/R3
1620/Chamfer
= Total metal removed
= Tool life
cm
3
Cutting speed (v
c
)
Because of the relatively low radial engagements in HSM one can make use of higher than
normal cutting speed (v
c
), 75 to 100 m/min gives the best balance between productivity
and tool life. The chart shows the difference in performance relative to cutting speed.
75
100
125
Cutting speed,
m/min
Tool life, min
Tool life vs cutting speed
R216.24-12050-GAK26P 1620, a
p
10 mm,
a
e
0.5 mm, h
ex
0.02 mm, f
z
0.05 mm/tooth
Material: Inconel 718
80
70
60
50
40
30
20
10
0
73
27