Sandvik Coromant Heat resistant super alloys User Manual
Page 22
20
+
–
+
–
+
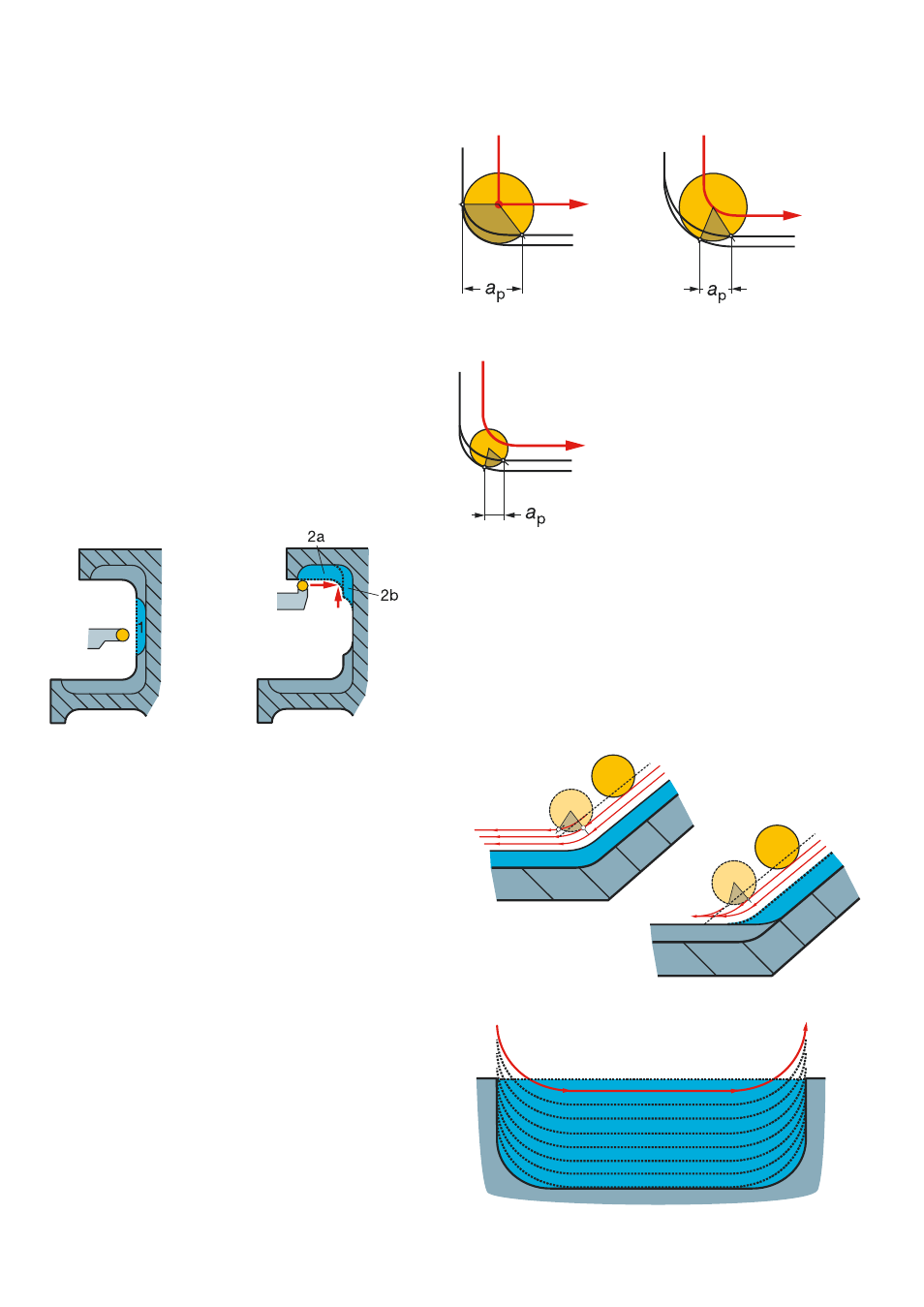
Application hints
‘Wrap-around’ is a problem which occurs
with round inserts when plunging or pro-
filing into corners. Due to high angular
engagement creating high cutting pres-
sures, the feed needs to be reduced. To
reduce this problem, optimized program-
ming strategies together with smaller insert
radii should be used.
Recommendations
1) Never plunge straight into cut.
2) Roll in and out of cut.
3) Roughing – programmed radius same
size as insert diameter.
4) Finishing – insert diameter no greater
than 1.75 times programmed radius.
Insert too large
for radius
Radius increased
for insert
Insert decreased
for radius
The component feature to be machined
needs to be broken down into stages so
that a face and diameter are not machined
simultaneously as this will naturally
increase the depth of cut and cause ‘wrap-
around’
Because of the wrap around problem in the
radii, the feed needs to be reduced as the
size of cut increases. The larger the dif-
ference between the radius and the insert
diameter, the less the feed needs to be
reduced.
However a good starting point is to use
50% feed rolling into radius compared to
parallel cuts.
Programming recommendations
By breaking the part into manageable
pieces this method can be used for all pro-
filing requirements. The direction of passes
can be alternated when using CoroCut and
RCGX inserts to best utilise the edge.
‘Trochoidal turning’
f
n max
50% f
n max
Face and
diameter
Only
diameter
Programmed radius = insert diameter
50% f
n mбx