Application hints for ceramic inserts, Application hints for round inserts, Trouble shooting – wear mechanisms – Sandvik Coromant Heat resistant super alloys User Manual
Page 26
24
f
n
/2
f
n
f
n
/2
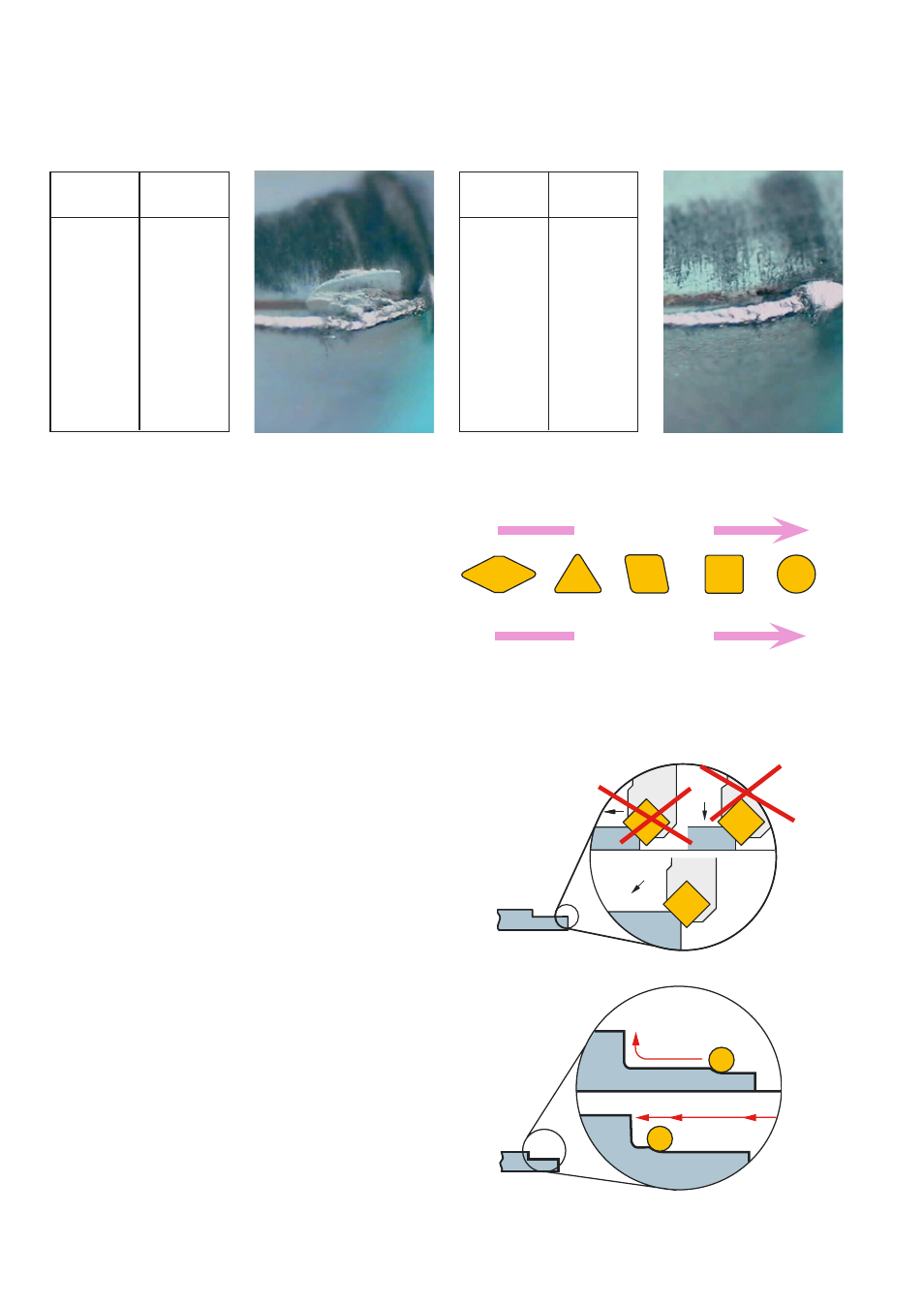
Application hints for ceramic inserts
Insert selection
• Where possible use round or square
inserts with a small entering angle and
large nose radius.
• Always use the strongest insert nose
angle.
• Thick inserts give additional strength.
Pre-chamfering
• Protects the insert when it first enters
from initial chipping/notch formation.
• To avoid notch wear when chamfering,
use a direction feed at 90° to the pro-
duced chamfer.
Turning to a shoulder either:
• Roll up to the shoulder with a radius the
size of the insert diameter to prevent
increased depth of cut.
• Reduce feed by 50% (f
n
/2) when approch-
ing a shoulder due to the depth of cut
increasing.
High
Low
Low
High
Productivity
Radial forces
Application hints for round inserts
Too high
cutting
pressure
Reason
Remedy
Top slice
Trouble shooting – wear mechanisms
Reduce
feed
Reduce a
p
on round
insert
Use
CC670
Sensitive
cutting
tool mate-
rial
Specific
to HRSA
Reason
Remedy
Notch wear
Careful
program-
ming tech-
niques
Reduce
entering
angle
Use
CC6060,
CC6065