Scl – predictive machining, Spiral cutting length (scl) – predictive machining, Application – process flow – Sandvik Coromant Heat resistant super alloys User Manual
Page 30
28
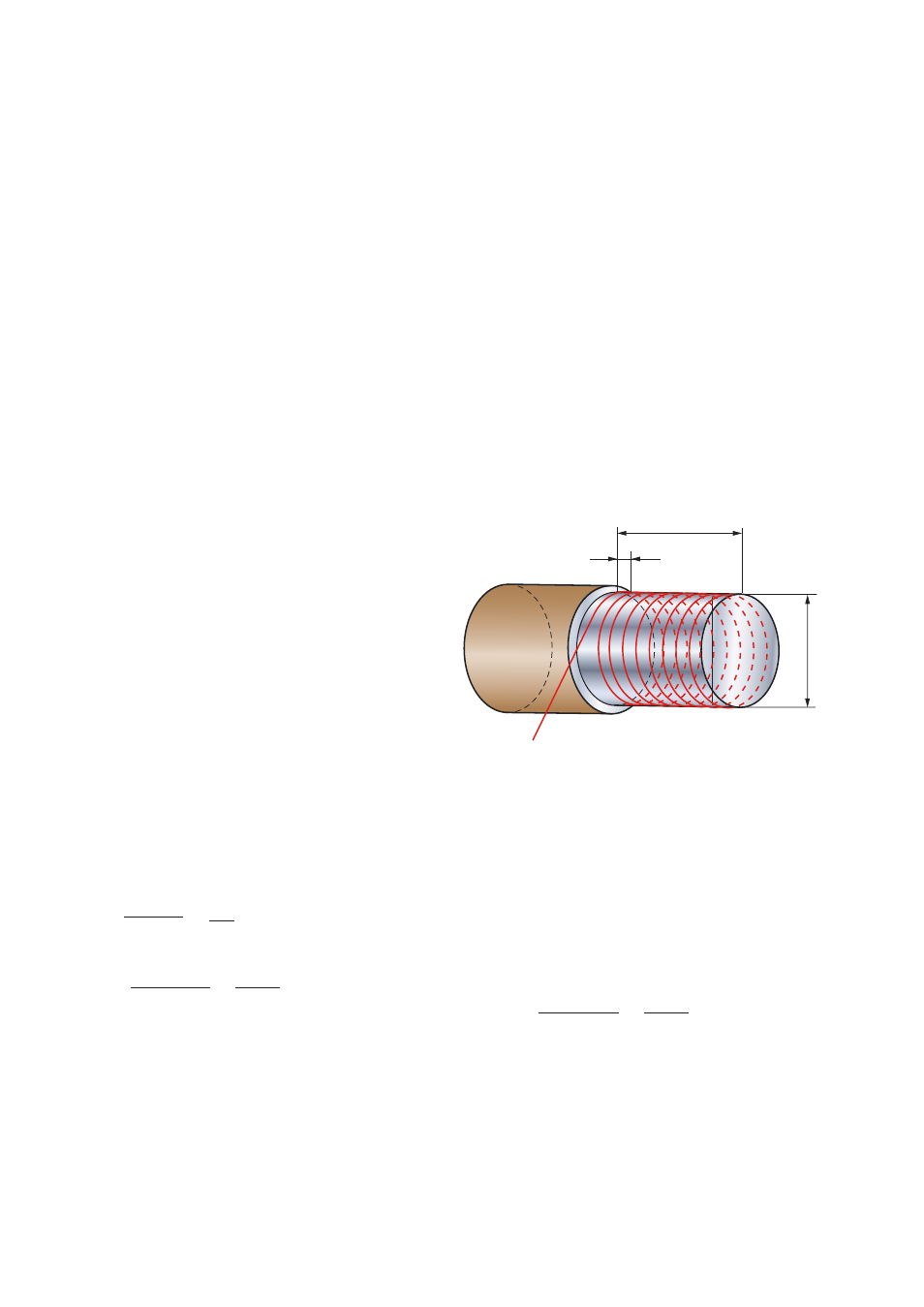
f
n
l
m
D
m1
Finishing
1) Select optimum insert style to suit com-
ponent/process.
2) Use optimized a
p
for that insert shape/
application choose feed
eg. CNMG 120408-SF 1105 – f
n
0.15
mm, a
p
0.25 mm.
3) Calculate SCL for component feature
eg. Dia 450 mm, l
m
= 150 mm.
4) Select cutting speed from:
CNMG 120408-SF 1105 a
p
0.25, f
n
0.15
Spiral cutting length (SCL) – predictive machining
SCL was introduced by Sandvik Coromant
for the machining of HRSA due to the typi-
cally short tool life. One insert normally
machines one pass and is then indexed. It
is important to be able to predict for:
• Roughing – adding a stop in the program
to change the insert
• Finishing – cutting data which ensures
that the pass is completed with a predict-
able wear so as not to have to change
during the cut or recut the pass.
SCL is a method of calculating the length
of cut required for a particular feature and
then confirming with our specific recommen-
dations to ensure a reliable process.
Each SCL graph is unique and only applica-
ble for that insert, geometry, grade, depth
of cut and material. For finishing we give
you a range of cutting speeds to allow for
different length of cut requirements. For
roughing we have identified the optimum
parameters for each insert style and give
you one length.
Application – process flow
Roughing
1) Select optimum insert style to suit com-
ponent/process.
2) Use optimized v
c
, a
p
and f
n
for that
insert shape/application and note SCL
capability eg CNMX 1204A1-SM S05F
v
c
50 m/min, f
n
0.35 mm, a
p
1.7 mm.
3) Note SCL capability for that insert
SCL = 450 m, see page 30.
4) Calculate SCL for component feature
D
m1
= 450 mm, l
m
=150 mm.
5) Confirm calculated SCL with insert capa-
bilities – program required number of
insert changes
eg. 606/450 – 2 edges required.
SCL =
D
m1
x
π
x
l
m
1000
f
n
SCL =
450 x 3.14
x
150
= 606 m
1000
0.35
SCL =
450 x 3.14
x
150
= 1414 m
1000
0.15
Note. How to calculate, see page 118-119.