Solid carbide – coromill plura inhrsa machining, Solid carbide – coromill®plura in hrsa machining – Sandvik Coromant Heat resistant super alloys User Manual
Page 89
87
Due to the high hot hardness and tough-
ness of HRSA they are one of the most
difficult to machine materials placing great
demands on the tool. The outcome is tradi-
tionally, low cutting speeds and hence lower
productivity/higher machining costs.
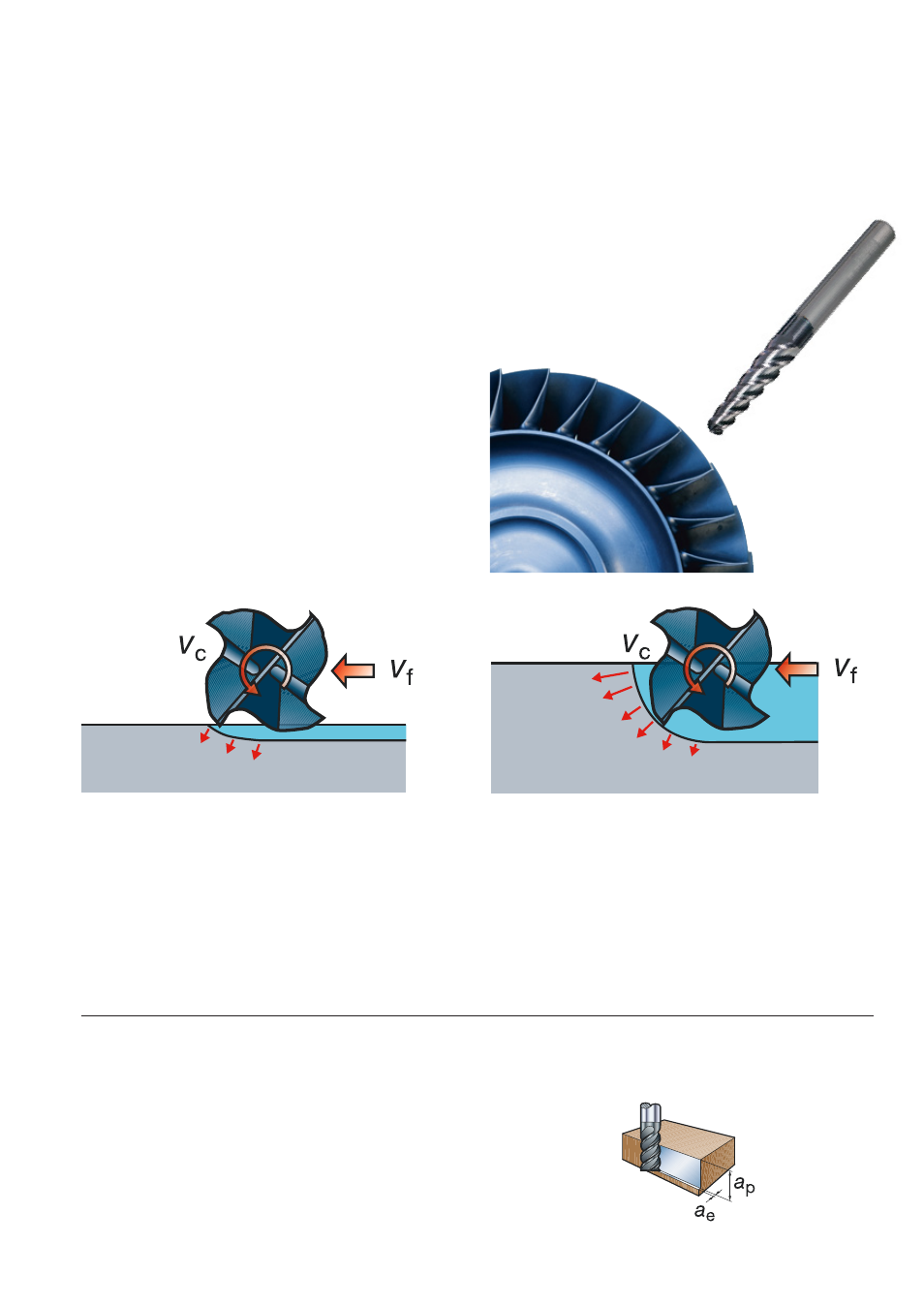
High speed machining (HSM) techniques
offer an effective way to increase productiv-
ity and to mill intricate and thin-walled com-
ponents. The high feed rates do not allow
as much heat to get transferred into the
component, due to the short contact time,
compared to conventional milling tech-
niques.
However low radial cuts are required to
keep the chip thickness small and allow for
the higher feed rate.
Solid carbide – CoroMill®Plura in HRSA machining
Feed faster than heat propagation.
Traditional milling, time for heat propagation.
Factor
Thin chip thickness
Small arc of engagement
Lower cutting force/deflection
Reduced temperature at
cutting zone
Effect
Benefit
Deeper axial cuts
Higher speeds
HSM uses high rpm and axial cut (a
p
) but with only small radial engagements (a
e
) and
feed per tooth (f
z
). This is possible due to:
This method requires a machine with high
spindle speed and high feed dynamics –
putting no extra demands upon rigidity.