Trochoidal milling, Radial cut ( a, 0 mm. this equates to 8% a – Sandvik Coromant Heat resistant super alloys User Manual
Page 97
95
100
90
80
70
60
50
40
30
20
10
0
22
16
11
18
12
min
Radial cut (a
e
)
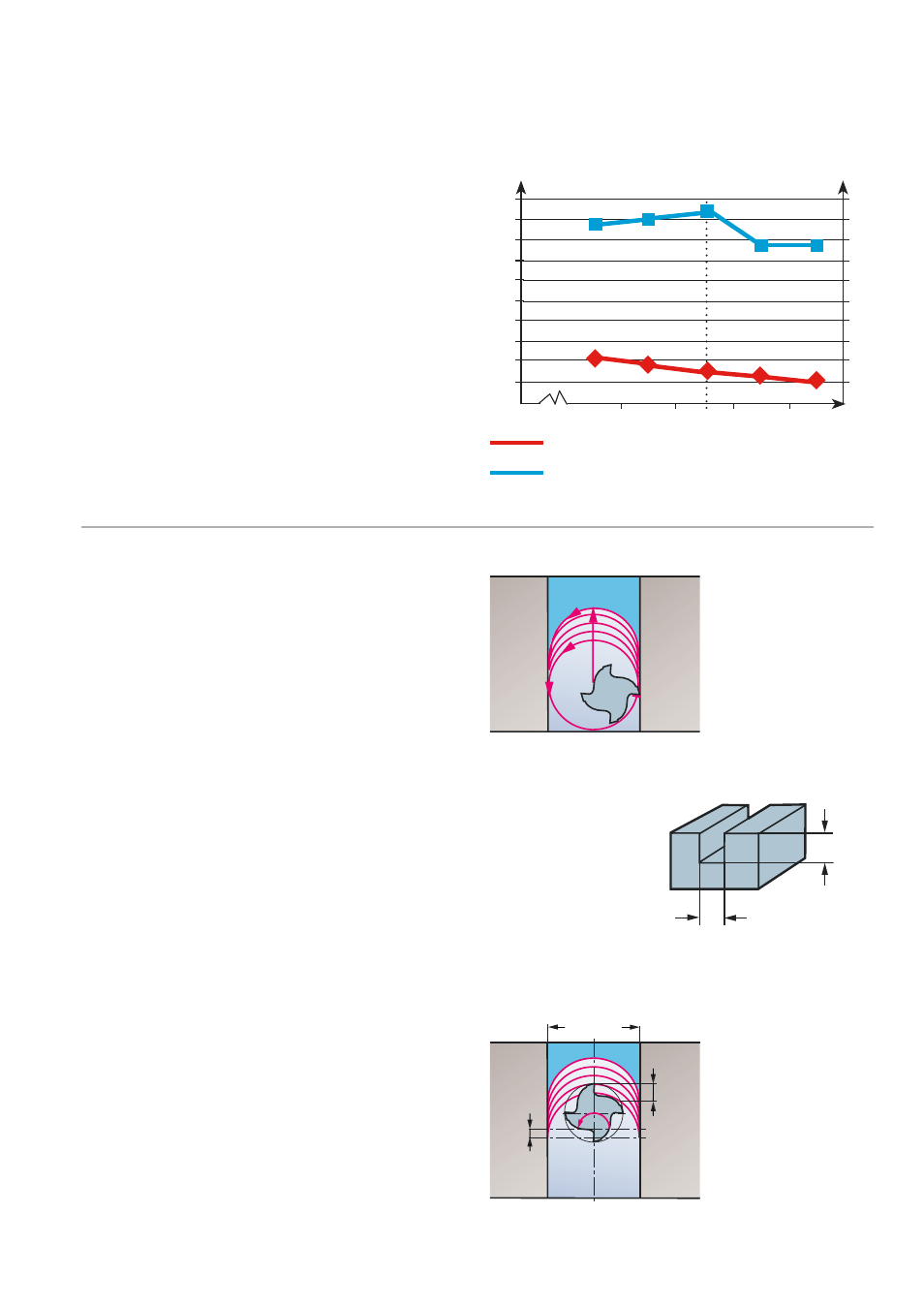
For roughing applications it can be seen
in the diagram that the maximum total
material removed, when running with a
constant speed and chip thickness, can be
achieved with a
e
= 1.0 mm.
This equates to 8% a
e
/D
c
and should be
used as a base when roughing operations
are required.
0.5
0.75
1
1.25
1.5
Radial cut, a
e
mm
Total metal removed and tool life vs radial cut
R216.24-12050-GAK26P 1620,
v
c
75 m/min, a
p
10 mm, h
ex
0.04 mm
Material: Inconel 718
Tool life
Total metal removal
87
94
77
90
77
Width
Depth
a
p
w
a
e
Slot width
max
100
90
80
70
60
50
40
30
20
10
0
cm
3
Trochoidal milling
This is an established process in hardened
steels and aluminum. The process puts
low demands on stability and can be an
extremely productive and secure method.
This is advantageous especially where the
components are large and costly calling for
a secure productive solution.
Parameter selection
As can be seen, during trochoidal milling,
the maximum width of cut – a
e max
is not
equal to the programmed step over-‘w’.
The maximum radial cut (a
e
) max should
not exceed 20% of the cutter diameter.
Start recommendations for trochoidal
milling:
Cutter diameter, mm
D
c
= 65% slot width
Step over, mm
w = 8% D
c
Axial cutting depth, mm
a
p
= 1 to 1.5 x D
c
Cutting speed, m/min
v
c
= 75
Feed/tooth, mm
f
z
= 0.05