Recommended starting choices, Recommended starting choices for nickel based hrsa – Sandvik Coromant Heat resistant super alloys User Manual
Page 36
34
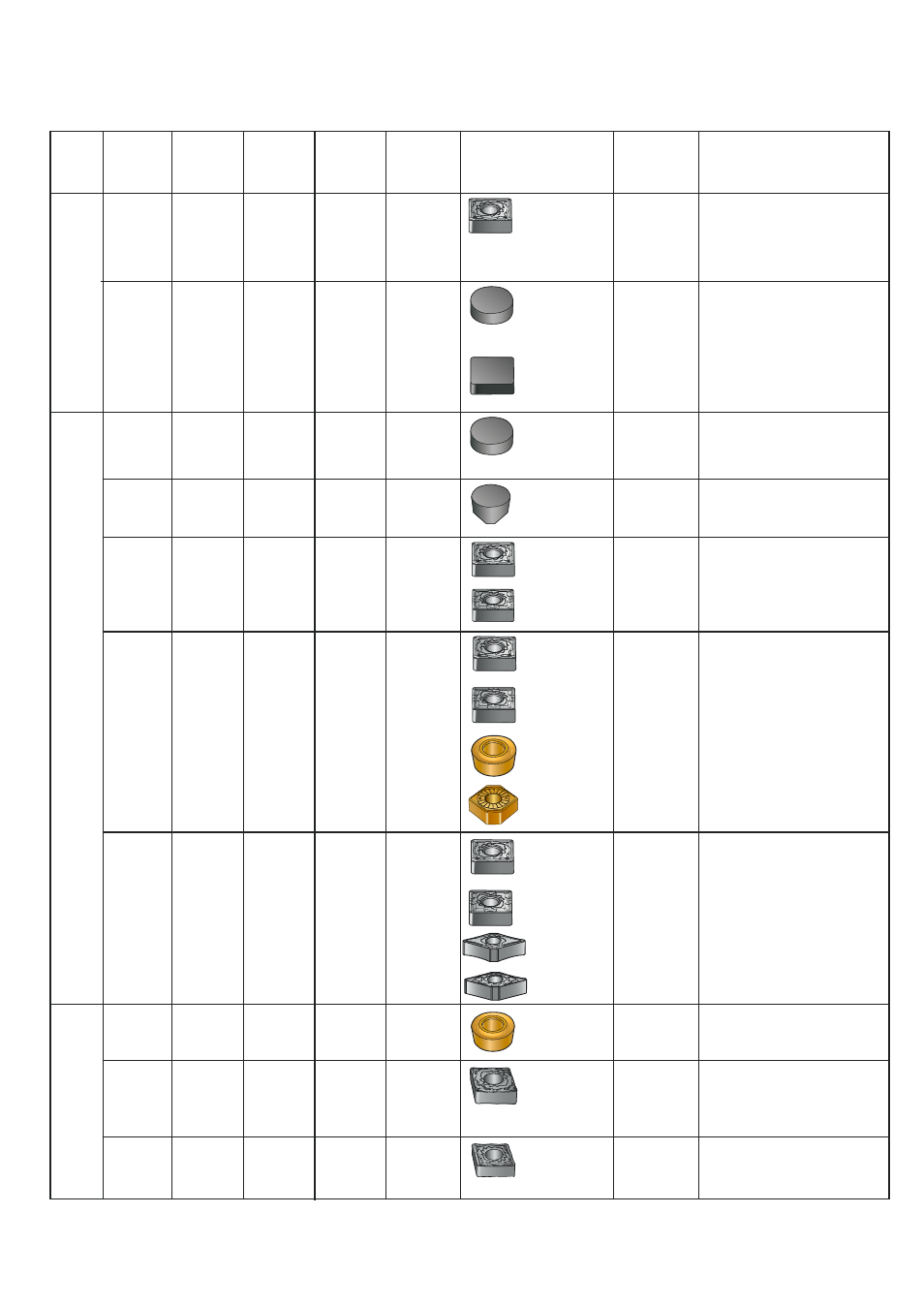
Insert style
Metal
removal rate,
cm
3
/min
Comments
Use 45° approach to
reduce chip thickness
and notching.
Use 45° approach to
reduce chip thickness
and notching – first
choice on good quality
forgings.
Use round inserts wher-
ever possible to minimize
notching.
For pocketing use
positive inserts.
Where large depths of
cut are possible.
Always use an entering
angle less than 75° if pos-
sible to reduce notching ie
Round RCMT, square
SNMG, CNMX.
For 90° entering angle.
Profiling
1st
choice
2nd
choice
Cutting
speed,
m/min
Feed,
mm/r
Depth of
cut,
mm
Use speed according
to the SCL required
for each operation.
Use the ground -SGF for
thin wall components.
Recommended starting choices for nickel based HRSA
General turning
GC1105
30–40
0.3–0.4 Up to 10
120
CC670
200
ISM
CC6060
200–300 0.1–0.2 1 to 3
120
CC6060
200–250 0.1–0.2 1 to 3
80
GC1105 40–60
0.3–0.45 3 to 5
90
GC1105 40–60
0.2–0.45 1 to 3
50
0.2–0.35 1 to 3
50
0.2–0.5
1 to 3
50
40–60
0.15–
0.25
1 to 3
25
150–200 0.15–0.2 Up to 5
0.25–0.5
LSM
GC1105 40–60
0.25 to
0.5
40–80
0.15
0.25
S05F
40–60
0.15
0.25
GC1105
GC1105
GC1115
CC6065
CC6065
S05F
S05F
GC1105
S05F
CC6065
SNMG 15,
19 -SMR
RNGN 19
SNGN 19
RNGN 12
RPGX
SNMG 15,
19 -SMR
RCMT -SM
CNMX -SM
RCMT -SM
*NMG -SF
*NGG -SGF
FSM
GC1105 40–60
0.25–
0.35
3 to 5
90
S05F
SNMG 15,
19 -SM
GC1115
GC1115
SNMG -SMR
SNMG -SM
DNMG -SM
SNMG -SM
0.2–0.35 1 to 2.5
50
SNMG -SMR
DNMG -SMR