Back chamfering/deburring, Programming sequence method – Sandvik Coromant Heat resistant super alloys User Manual
Page 111
109
CoroMill®327
CoroTurn®XS
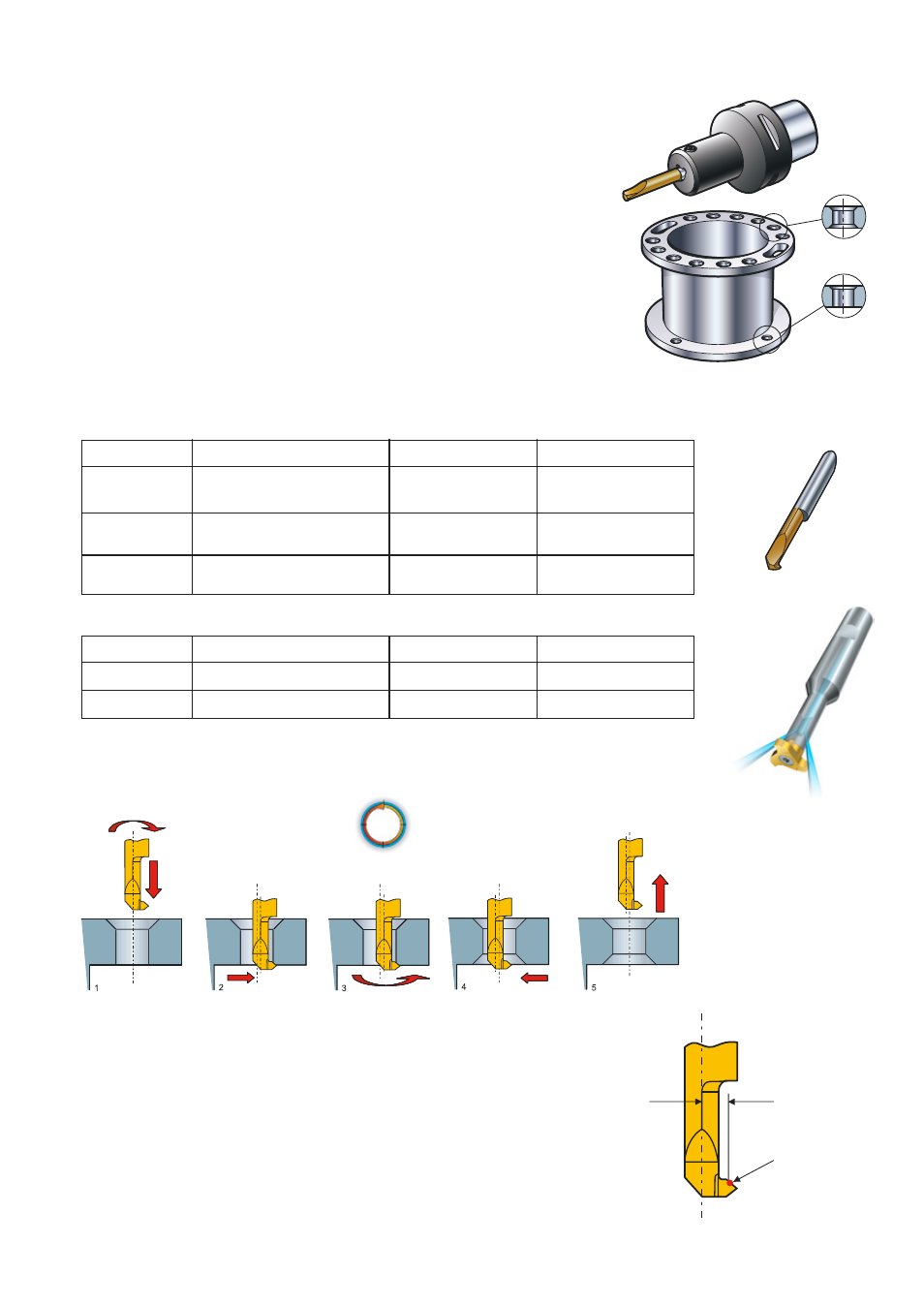
1.
Position the cutter
centrally over the drilled
hole with the cutter
rotating (v
c
75) and
move axially to flange
depth (Z = flange height
– chamfer size).
2. Feed cutter to engage
with radius compensa-
tion (Y = hole radius).
3.
Interpolate 360° (fz 0.1
mm).
4.
Feed back to hole
centre.
5.
Retract cutter.
Programming sequence method
Adaptor
Insert
Min hole size
Max hole depth
When machining aerospace engine components, one
tricky but often neglected operation is deburring holes.
By using a CoroMill 327 or CoroTurn XS back chamfering
tool it is possible to increase productivity while providing
a repeatable, mechanised, safe process – eliminating the
need for manual deburring and special tools.
The CoroTurn XS tool must be used with a Coromant
Capto adaptor to provide the correct clearance when used
in rotating applications.
Offset point
for tool length
and radius.
Back chamfering/deburring
Size
Insert
Min hole size
Max hole depth
06
327R06-12045-CH
11.7
40
12
327R12-20045-CH
21.7
85
C4-CXS-47-05 CXS-05T045-20-5215R
7
15
CXS-05T045-20-5220R
20
C4-CXS-47-06 CXS-06T045-20-6220R
8
20
CXS-06T045-20-6225R
25
C4CXS-47-07 CXS-07T045-20-7220R
9
20
CXS-07T045-20-7240R
40