Sandvik Coromant Heat resistant super alloys User Manual
Page 37
35
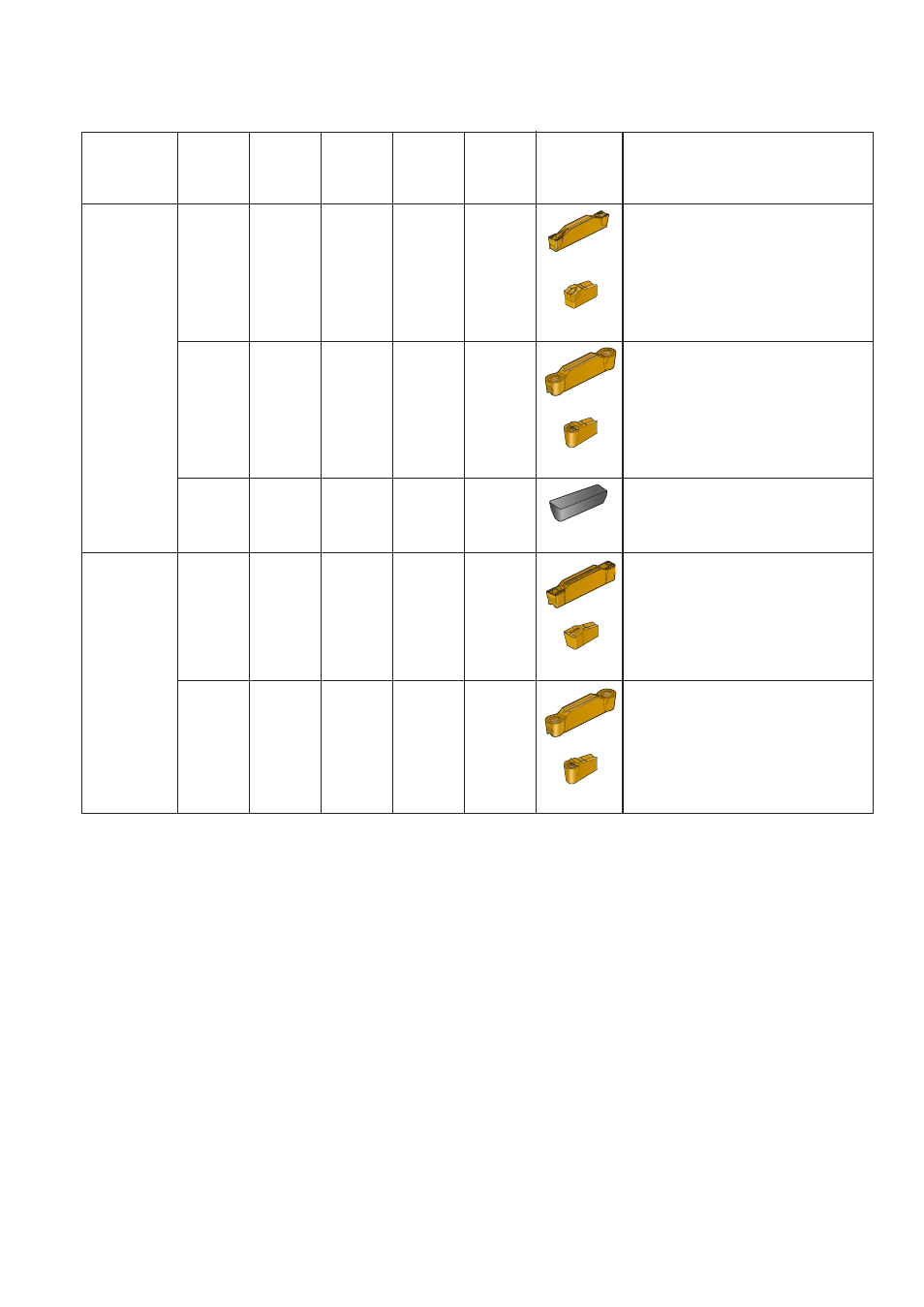
Grooving and profiling
GC1105 GC1125 40– 60 0.1–0.15
TF
5E
S05F
GC1105 40– 60 0.2–0.4
RO
4P
CC670
200–400 0.05–0.1
150.23
GC1105 GC1125 40– 60 0.1–0.15
GF
4G
S05F GC1105 40– 60 0.15–0.35
RO
4P
ISM
LSM
Machining
stage
1st
choice
2nd
choice
Cutting
speed,
m/min
Feed,
mm/
rev
Depth
of cut,
mm
Insert
style
Comments
For rough grooving - use largest
rad possible.
For profiling.
For rough grooving under good
conditions.
For finish grooving.
Use 0.4 radius where possible.
For finish profiling.
Max a
p
0.15 x D
0.25 to
0.5
0.25 to
0.5