Process considerations – Sandvik Coromant Heat resistant super alloys User Manual
Page 54
52
Component condition
The forgings are manufactured from cast-
ings or bar stock. This has some impact on
the process, whilst the cast blank has less
material to remove, the tough skin, with a
certain degree of ovality, can cause difficul-
ties if the insert is not fully engaged on the
first pass. Bar stock requires much more
material to be removed and normally there
is a drilling operation to remove the bulk,
see engineered solution page 58.
Machining limitations
The process method and productivity are
limited by the poor machinability of the
material, difficult to access the internal
sphere and also weak fixturing. Normally
the casting has a spigot for fixturing whilst
machining the internal feature, this spigot
is later removed.
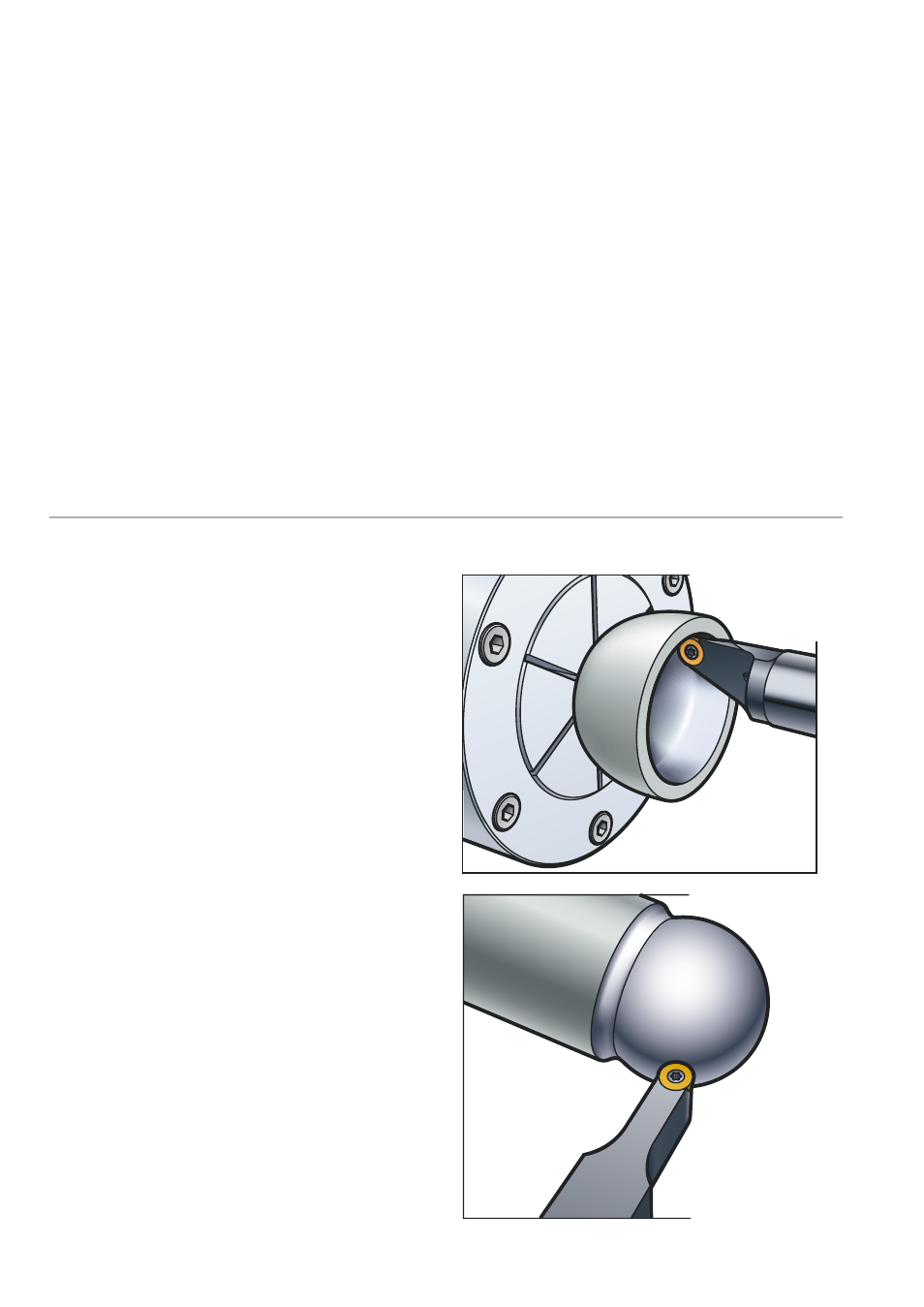
Machining stage – classification
Process/operation 1 – Internal cup
• Rough drilling – bar stock.
• Rough turning – up to 1 mm depth of cut.
• Semi-finish turning – 0.1–0.15 mm depth
of cut.
• Finish turning – 0.05–0.15 mm depth of
cut.
• Part off spigot.
Process/operation 2 – External head
• Rough turning – up to 1 mm depth of
cut.
• Semi-finish turning – 0.1–0.25 mm depth
of cut.
• Finish turning – 0.05–0.15 mm depth of
cut.
• Part off – bar stock.
Process considerations