Wear mechanisms, Optimised cutter design and cutting parameters, No of flutes ( z – Sandvik Coromant Heat resistant super alloys User Manual
Page 93
91
25
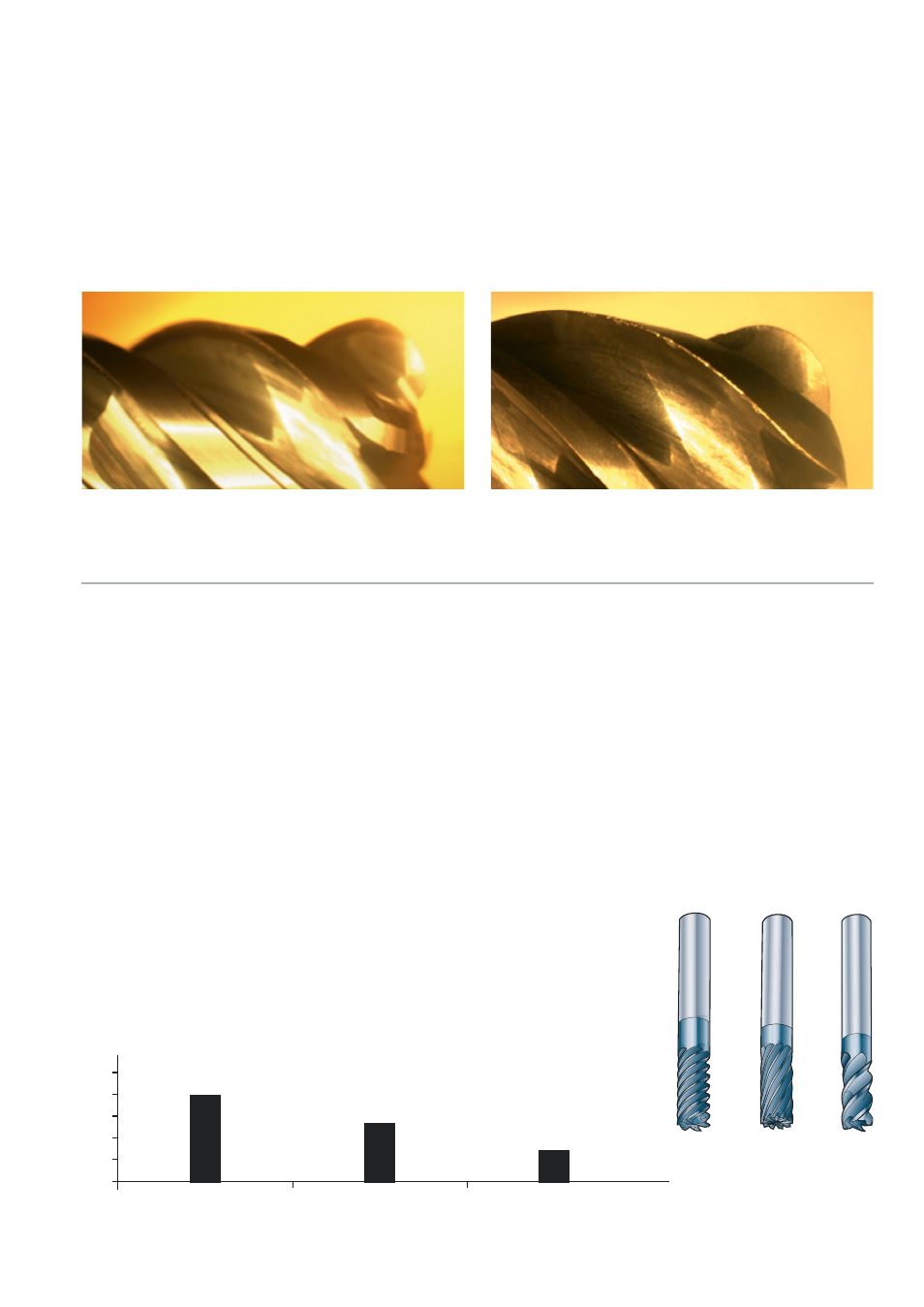
20
15
10
5
0
20
13
7
Wear mechanisms
Typical wear observed on CoroMill Plura
tools in the case of Inconel is micro chip-
ping rather than flank wear. The edge line
starts frittering before it leads to total cut-
ting edge failure. The transition from micro
chipping to failure is exponential, therefore
once this wear is observed the tool should
be immediately indexed. This can be
monitored with the power/load gauge or by
sound.
Tool R216.24-12050-AK26P 1620, v
c
75 m/min, h
ex
0.04 mm,
a
p
10 mm, a
e
0.5 mm, f
z
0.1 mm/tooth, 15 minutes in cut,
Material: Inconel 718 (42 HRC)
Optimised cutter design and cutting parameters
No of flutes (z
n
)
Inconel is a sticky material which can cause
problems with clogging of the chip flutes.
Therefore even though with HSM, employing
low radial engagement with thin chips, extra
close multi-fluted end mills (as used in
hardened steel) are not recommended.
The thin chip produced can prove cata-
strophic if it sticks to the cutting edge and
can lead to tool breakage. A balance should
thus be struck between productivity (multi-
flute) and security (lesser no of flutes). Four
flutes were seen to be optimum in the dia
range from e.g 8 to 12 mm.
The comparison chart for straight end
milling is as shown.
Tool life vs number of flutes,
v
c
100 m/min, a
p
10 mm, h
ex
0.02 mm,
a
e
0.5 mm, f
z
0.05 mm/tooth
Material: Inconel 718 (42 HRC)
Tool life, min
R216.34-12050-AK26P R216.36-12050-AK26L R215.3C-12030-AC26H
1620/4 flutes
1620/6 flutes
1610/12 flutes