Sandvik Coromant Heat resistant super alloys User Manual
Page 107
105
Ø 20 to Ø 80 mm through holes in thin
wall or unstable components
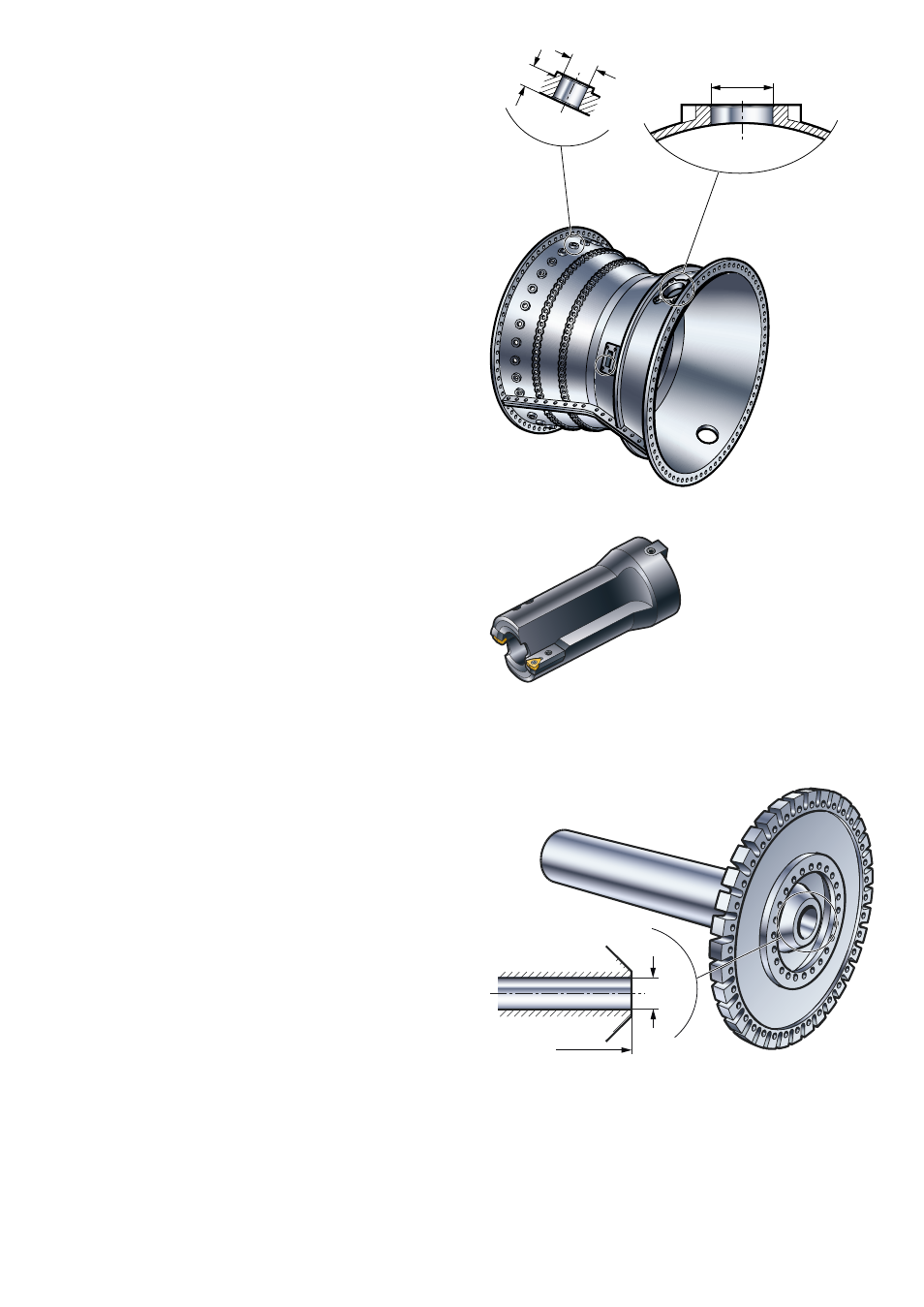
Aerospace casings, which are large thin
wall components with large diameter boss
holes, use circular ramping to produce the
hole.
This method, although not as quick as
drilling, has the advantages of producing
low axial cutting forces providing the most
reliable process.
Ø 60 to Ø 110 mm through holes up to
4 x diameter deep
For oil and gas and bearing industry, where
tubes and rings are required, trepanning on
a lathe is used as a method to save the
core for other components due to the high
material cost. This method also reduces
the power required and production time.
For deeper holes the bar is trepanned from
both sides.
Deep holes – >10 x diameter
Oil and gas and aerospace engine shafts
have deep holes. Indexable deep-hole drills
are used which require a bushing or pre-
machined hole to start.
After drilling, either damped silent boring
bars or special boring heads with support
pads are used to finish the bore.
Traditionally this operation has used special
deep-hole drilling/boring machines, however,
these are now being transferred onto mill-
turn or multi-task machines.