Insert shape selection – Sandvik Coromant Heat resistant super alloys User Manual
Page 56
54
iC
k
r
a
p
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
From the wear mechanisms it can be seen
that a reduction in entering angle (
k
r
) has
two clear advantages:
• Notch wear reduced giving longer more
predictable wear with improved pro-
ductivity.
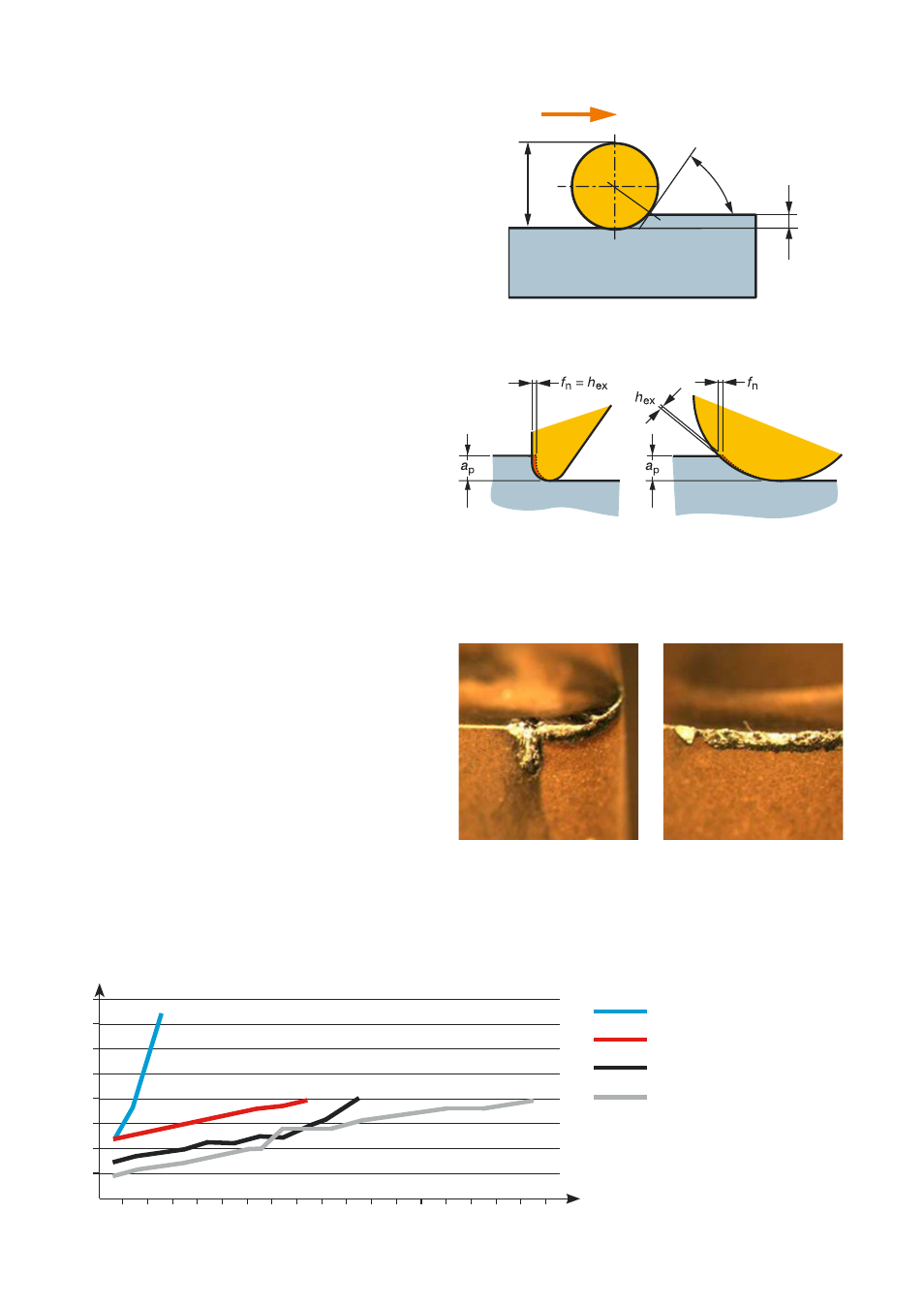
• Reduced chip thickness – with a V or D
style insert the chip thickness (h
ex
) is the
same as the feed and the cutting length
is the same as the depth of cut. Using
a depth of cut below the radius reduces
the chip thickness relative to feed and
increases the cutting edge length. These
give the end result of lower temperature
and hence longer cutting length and high
productivity capability.
A reduction in entering angle without reduc-
ing the depth of cut is best achieved by
using a large radius – in practical terms a
round insert.
The diagram below shows the effect of the
nose radius on tool life. An increase of 6
fold with the same grade.
Wear,
mm
Time in cut,
min
Material CoCr28Mo6, v
c
50 m/min, f
n
0.15 mm/r,
a
p
1 mm (CNMG 1204xx-QM 1105)
Nose radius 0.8 mm
Nose radius 1.2 mm
Nose radius 1.6 mm
Nose radius 3.2 mm
Tool life: 3 min.
Radius: 0.8 mm
Tool life: 18 min.
Radius: 3.2 mm
Effect of nose radius
Insert shape selection
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0