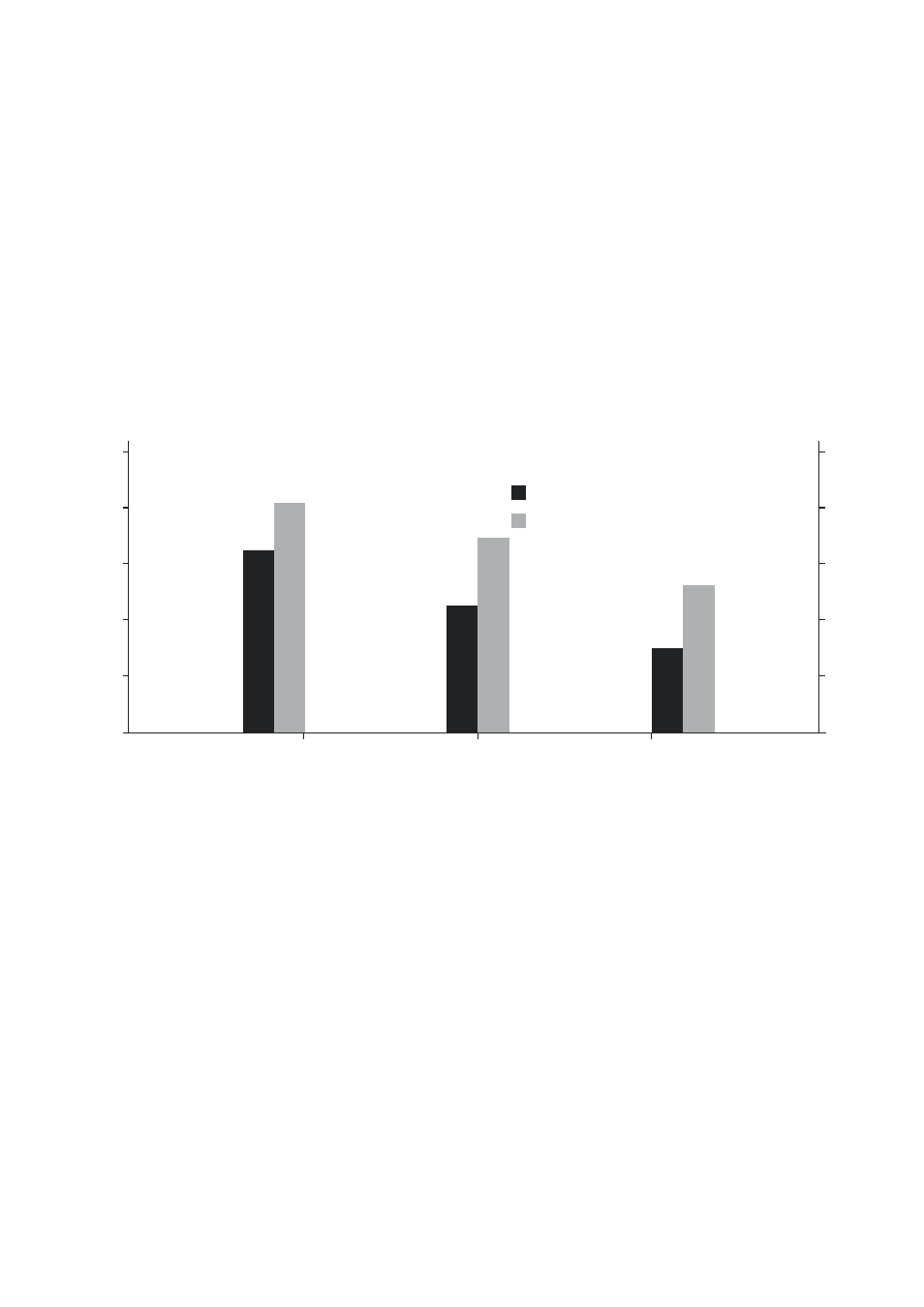
Effect of cutting speed, v, 35 m/min s40t max v, 30 m/min complementary: s30t max v – Sandvik Coromant Heat resistant super alloys User Manual
Page 73: 30 m/min
71
20
16
12
8
4
0
Effect of cutting speed, v
c
Tool R300-063Q22-12H, insert R300-1240 E-PL S40T
z
n
7, D
c
51 mm, a
e
36 mm, a
p
2 mm,
f
z
0.24 mm/tooth, h
ex
0.18 mm,
Material: Inconel 718 (44 HRC)
Minutes in cut
= Average time in cut
= Average volume removed
Surface speed together with the material
hardness are the most important factors in
determining tool life when machining super
alloys. Cutting temperatures for HRSA mate-
rials are typically 750 to 1020ºC. These
temperatures are sufficiently high that oxi-
dation and work-hardening become contrib-
uting factors to total tool wear.
The results below show that an increase
of 5 m/min cutting speed reduces tool
life and total material removed by approxi-
mately 30%.
Total metal removed, cm
3
Recommendation - for roughing using carbide inserts, speeds should not exceed (harder
material choose the lower value):
First choice:
GC1030 max v
c
30-35 m/min
S40T max v
c
25-30 m/min
Complementary:
S30T max v
c
30-35 m/min
GC2040 max v
c
25-30 m/min
250
200
150
100
50
0
v
c
25 m/min
v
c
30 m/min
v
c
35 m/min