Sandvik Coromant Heat resistant super alloys User Manual
Page 78
76
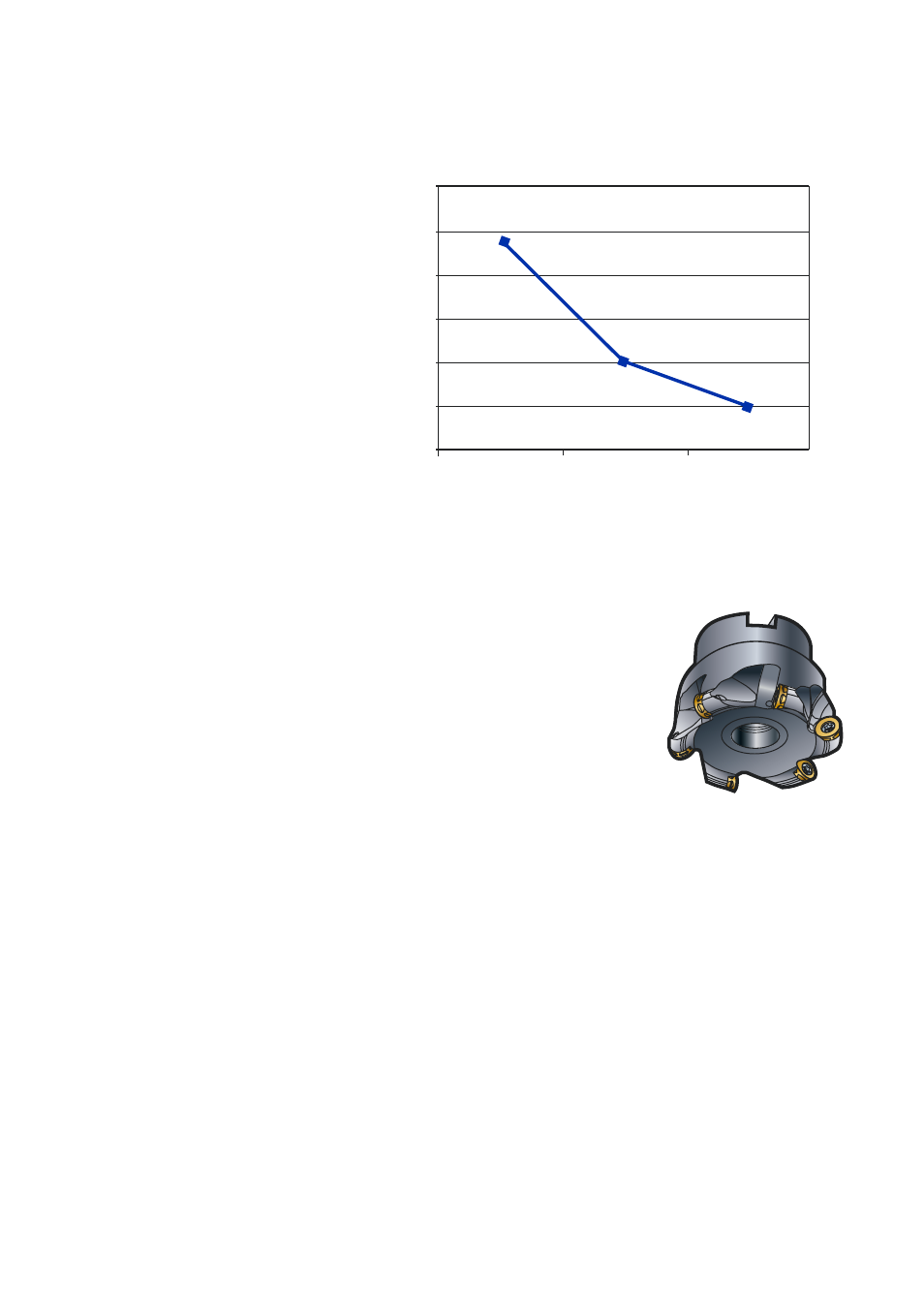
CoroMill® 300
30
25
20
15
10
5
0
40
43
46
HRC
R300-1240E-MM 2040
• CoroMill 300 (round insert cutter) gives optimum performance.
• Grade S40T/GC1030 has the best performance.
• Use E-MM/E-PL geometry except at the highest chip loads
(>0.3 mm/tooth) where M-MH offers better edge strength.
• Increase in cutting speed reduces tool life significantly;
25 m/min offers the best balance of tool life and productivity.
• Close pitch cutters with through spindle coolant supply give maxi-
mum productivity.
• Tool life reduces with an increase in axial depth of cut (a
p
).
Volume of material removed is less affected and running at
a
p
= 1 mm achieves 30% more volume removed as at 1.5 mm.
• Optimum parameters:
Insert GC1030 E-PM
0.2 mm/tooth feed rate
25 m/min cutting speed
1 mm axial depth of cut
Best toughness/security
Summary – Face milling using carbide inserts in HRSA materials
Insert S40T E-PL
0.2 mm/tooth feed rate
25 m/min cutting speed
1 mm axial depth of cut
Best productivity/tool life
Effect of material hardness
Small variations in material hardness will have a significant effect
on tool life.
Tool R300-063Q22-12H,
D
c
51 mm, f
z
0.24 mm/tooth, h
ex
0.18 mm,
a
p
2 mm, a
e
36 mm, v
c
30 m/min
Material: Inconel 718
min