Recommended start cutting data, Short hole drilling, Deep hole drilling – Sandvik Coromant Heat resistant super alloys User Manual
Page 114: Trepanning
112
Recommended start cutting data
CoroDrill
®
Delta-C R846
3–16
Grade GC1220
20-30
0.06–0.12
CoroDrill
®
880
12–63.5
Peripheral insert= -LM H13A
20–30
0.04–0.10
Central insert = -LM 1044
Short hole drilling
Tool choice
Cutting speed v
c
m/min
Feed f
n
mm/r
Drill dia. D
c
mm
CoroDrill
®
800
Central insert – GC1025
25–43
Intermediate insert – GC1025
15–25
0.09–0.25
43–65
Peripheral insert – GC1025
0.20–0.30
Wear support pad – PM1
T-Max 424.10
Central insert, -23 GC1025
Intermediate insert,
63.5–184
-23 GC1025/H13A
20–30
0.15–0.30
Peripheral insert, -23 H13A
Wear support pad – S2
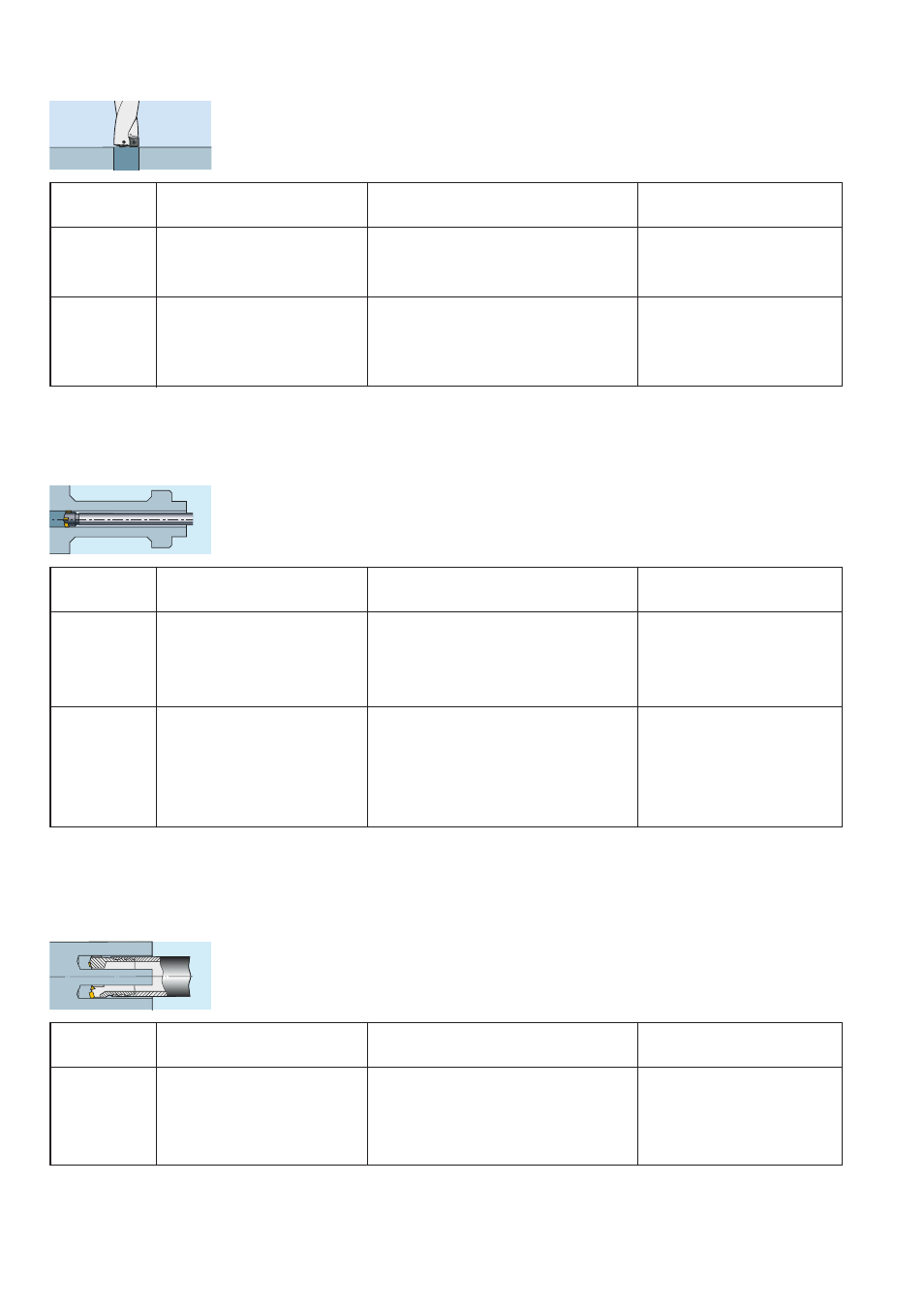
Deep hole drilling
Tool choice
Cutting speed v
c
m/min
Feed f
n
mm/r
Drill dia. D
c
mm
T-Max U 416.7
60–110
WCMX 06T308R-53 1020
25
0.10
(larger on
request)
Trepanning
Tool choice
Cutting speed v
c
m/min
Feed f
n
mm/r
Drill dia. D
c
mm