Grade application areas, Cutting parameters – Sandvik Coromant Heat resistant super alloys User Manual
Page 25
23
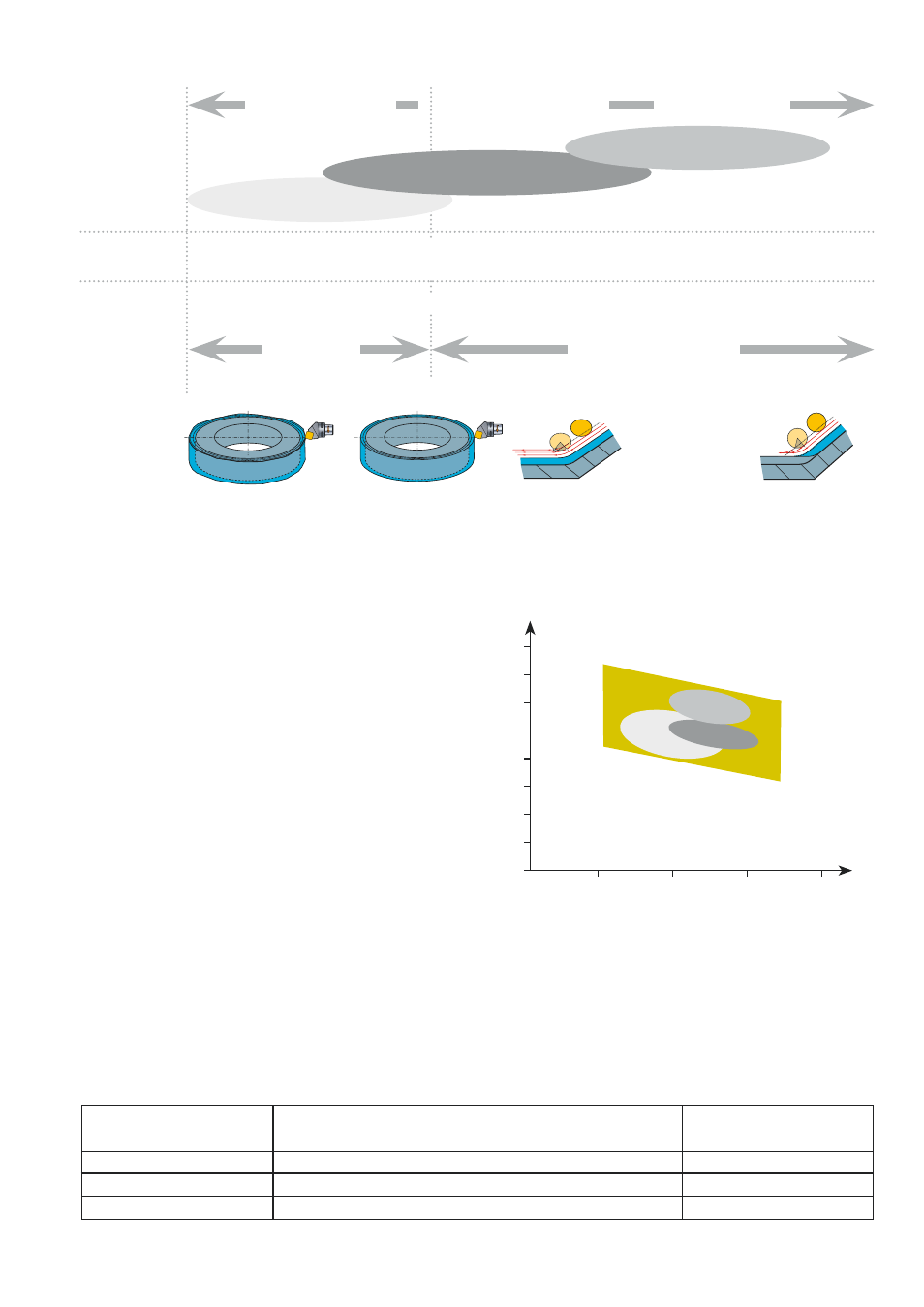
CC670
CC6065
CC6060
v
c
h
ex
CC6065
CC6060
CC670
Programming
consideration
Material
consideration
Bulk toughness
Grade application areas
Programmed direct
into corner/plunging
Programmed with roll-in,
roll-out of corner
Skin, scale, ovality
High quality forging
Pre-machined
material
Notch wear
resistance
First stage
machining
– 26 HRC
Intermediate stage
machining – 46 HRC
Cutting parameters
The speed should be balanced to create
enough heat in the cutting zone to plasti-
cise the chip but not too high to unbalance
the ceramic.
The feed should be selected to give a chip
thickness which is high enough to not work-
harden the material but not be too high to
cause edge frittering.
Higher feeds and depths of cut require a
reduction of the cutting speed.
These boundaries will change depending
upon the component material hardness and
grain size.
Short tool life
– too high
cutting temperature
Edge line frittering
– too
low cutting
temperature
W
or
k
hardening
of
wor
kpiece
material
Top
slice
–
high
cutting
pressure
CC670
200 to 300 m/min
2 mm
0.1 to 0.15 mm/r
CC6065
200 to 250 m/min
2 mm
0.15 to 0.2 mm/r
CC6060
250 to 300 m/min
2 to 3 mm
0.15 to 0.2 mm/r
Grade
Cutting speed, v
c
Cutting depth, a
p
Feed, f
n
Start cutting data recommendations (RNGN 12, RCGX 12) – Inconel 718 (38 to 46 HRC)
400
300
200
100
0
0.05
0.1
0.15
0.2