Effect of feed per tooth, f, The entering angle, Applied – Sandvik Coromant Heat resistant super alloys User Manual
Page 74
72
f
z
h
ex
iC
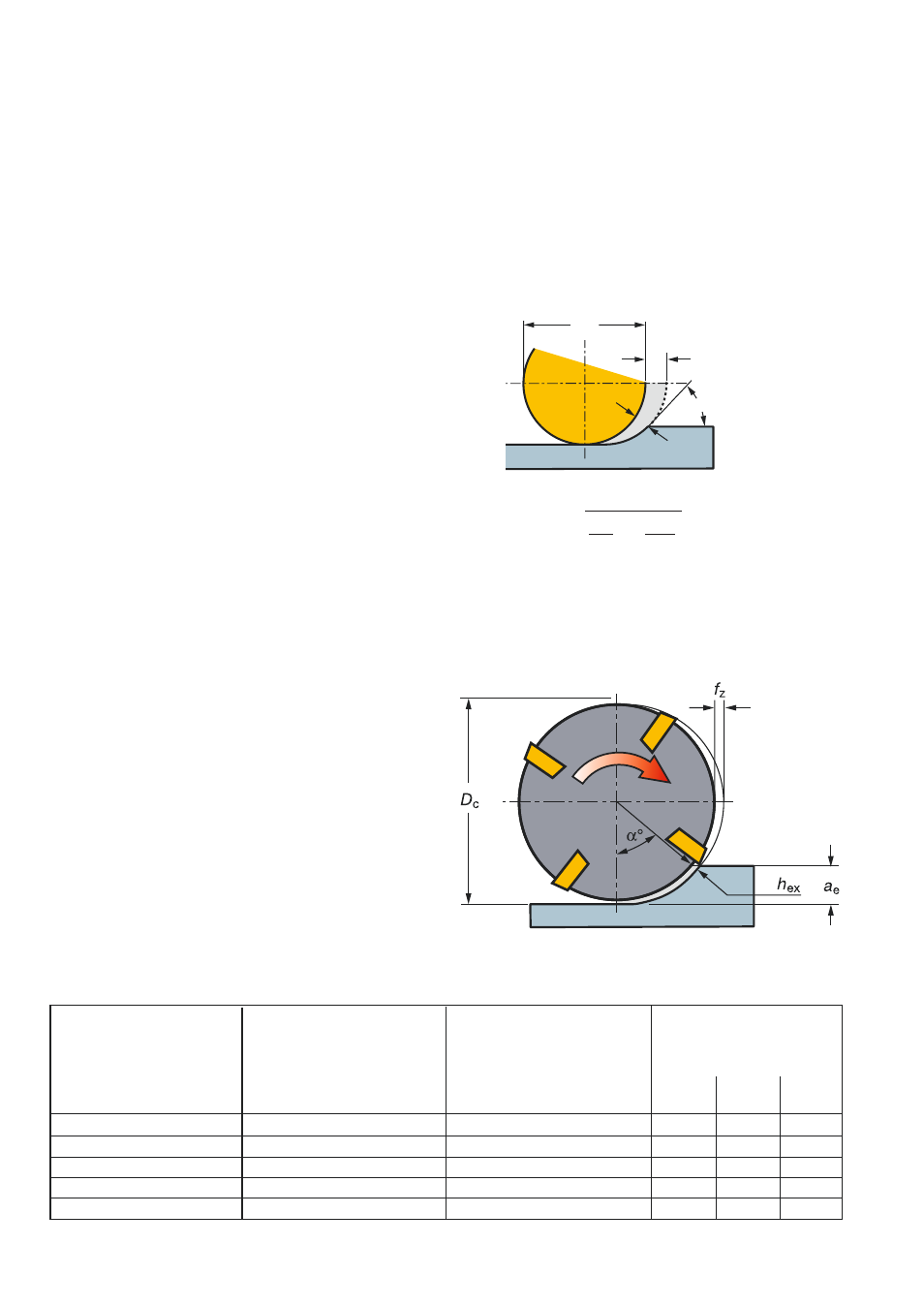
Effect of feed per tooth, f
z
As with other workpiece materials, feed and depth of cut are also important for tool life
when machining HRSA materials. The feed per tooth value is calculated from the recom-
mended maximum chip thickness (h
ex
) – this deviates from the feed per tooth depending
upon the following two factors:
0.1
0.15
0.2
0.25
60°
1.16
0.12
0.17
0.23
0.2
53°
1.25
0.13
0.19
0.25
0.15
46°
1.4
0.14
0.21
0.28
0.1
37°
1.66
0.17
0.25
0.33
0.05
26°
2.3
0.23
0.34
0.46
Depth of cut
diameter ratio,
a
e
/D
c
Entering angle, α
Modification value, f
n
f
z
mm/tooth for given
chip thickness in mm:
Round inserts
Max chip thickness
h
ex
= f
z
×
sin
k
r
h
ex
=
f
z
×
√
4a
p
–
(
2a
p
)
2
iC iC
This is the width of the component engaged
in cut in relation to the diameter of the
cutter. It is the distance across the sur-
face being machined covered by the tool.
When the a
e
is below half the diameter the
maximum chip thickness is reduced rela-
tive to the f
z
– therefore the feed can be
increased.
Radial immersion, (a
e
/D
c
)
The entering angle (
k
r
) applied
h
ex
h
ex
h
ex
For inserts with an entering angle of 45º
and round inserts there is a chip thin-
ning effect – this allows greater feed than
inserts with
k
r
90º.