Coolant requirement, Coolant requirements, Hpc improves the chip control – Sandvik Coromant Heat resistant super alloys User Manual
Page 10
8
1
5
10
15
20
25
30
Coolant should be applied in all operations
excluding milling with ceramics. The volume
should be high and well directed.
High pressure coolant HPC (up to 80 bar)
shows positive results in terms of tool life
and consistency.
Dedicated HPC-tools with fixed nozzles give
parallel laminar jets of coolant with high
velocity accurately directed at the right zone
between insert and chip.
For milling and drilling, all tools with internal
coolant supply can benefit from HPC even if
tools prepared for nozzles give higher pos-
sibility to use smaller nozzle diameters for
high pressure.
• Turning, use at least 20 l/min and a
basic pressure of 70 bar.
• Milling and drilling, use at least 50 l/min
to accomodate the extra nozzles on the
milling cutter and the largest drill diam-
eters.
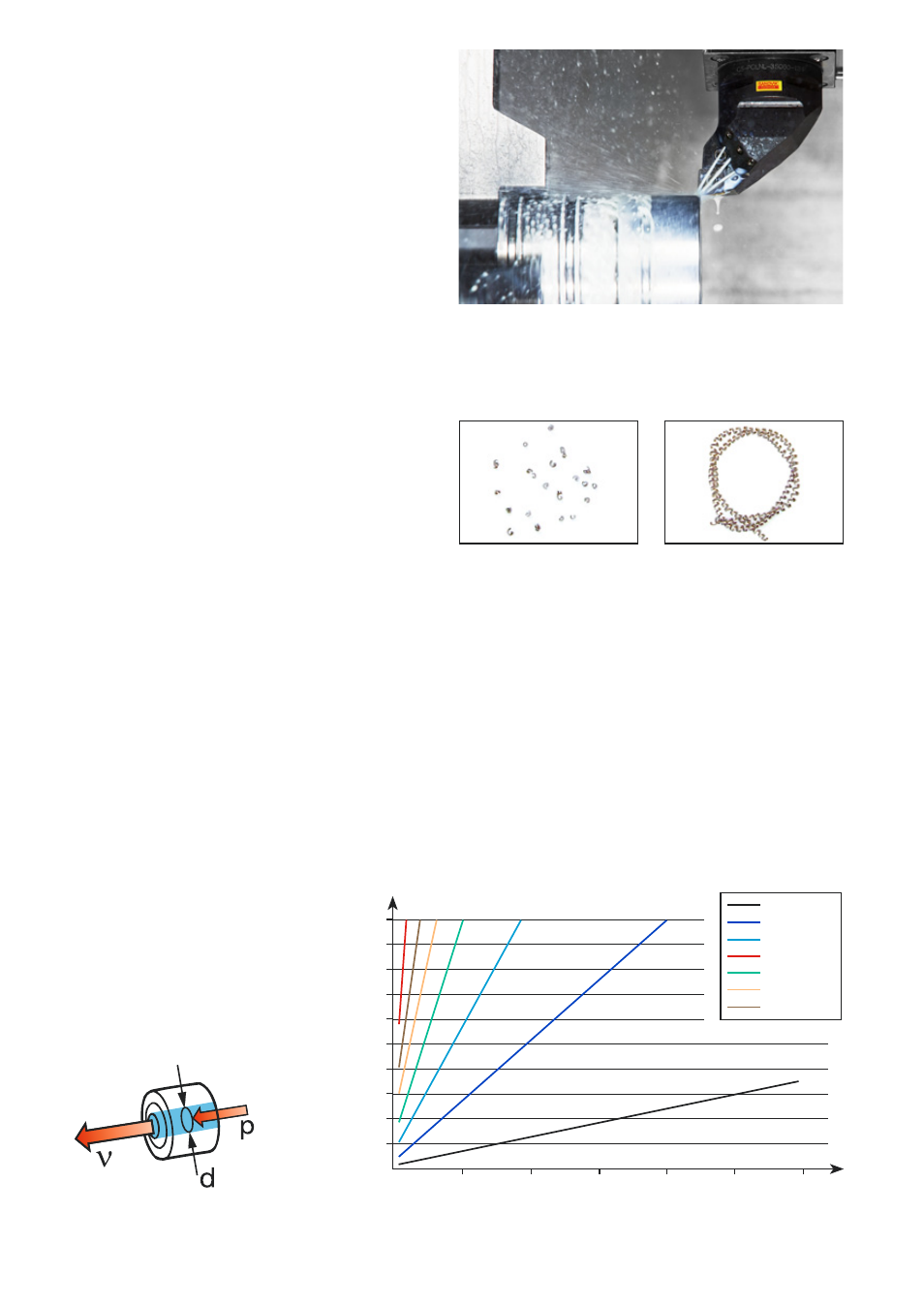
Coolant requirements
Flow,
ν
litres/min
Number of nozzles
Flow required for specified nozzle diameter and 80 bar high pressure pump
Nozzle diameter, d
Compared chips made with a CoroTurn HP tool versus a
conventional tool and standard coolant pressure.
CoroTurn HP tool, 80 bar
Conventional tool
HPC improves the chip control
CNGG 120408-SGF
v
c
65 m/min, a
p
1.0 mm, f
n
0.2 mm/r
Inconel 718
The pressure (p) hitting the cutting
zone is dependent on the number
of nozzles, the nozzle diameter
(d) and the flow (ν) given from the
pump.
A higher flow rate is needed for
tools with many outlets or large
hole diameter for the coolant.
∅ 0.5 mm
∅ 1.0 mm
∅ 1.5 mm
∅ 2.0 mm
∅ 2.5 mm
∅ 3.0 mm
∅ 3.5 mm
100
90
80
70
60
50
40
30
20
10
0