Bottle line example, Reference – Rockwell Automation 1761 MicroLogix 1000 Programmable Controllers User Manual
Page 371
Application Example Programs
E–21
Bottle Line Example
The following application example illustrates how the controller high-speed counter
is configured for an Up/down counter. For a detailed explanation of:
•
XIC, OTL, OTU and OTE instructions, see chapter 6.
•
GRT, LES, and GEQ instruction, see chapter 7.
•
HSC and HSL instructions, see chapter 12.
Stop Fill O:0/0
Slow Fill O:0/1
Sensor IN I:0/0
This section is controlled separately from the two
machines.
Sensor OUT I:0/1
Slow Pack O:0/2
Conveyor
Conveyor
Conveyor
Bottle Fill and
Cap Machine
Packing Machine
Holding Area
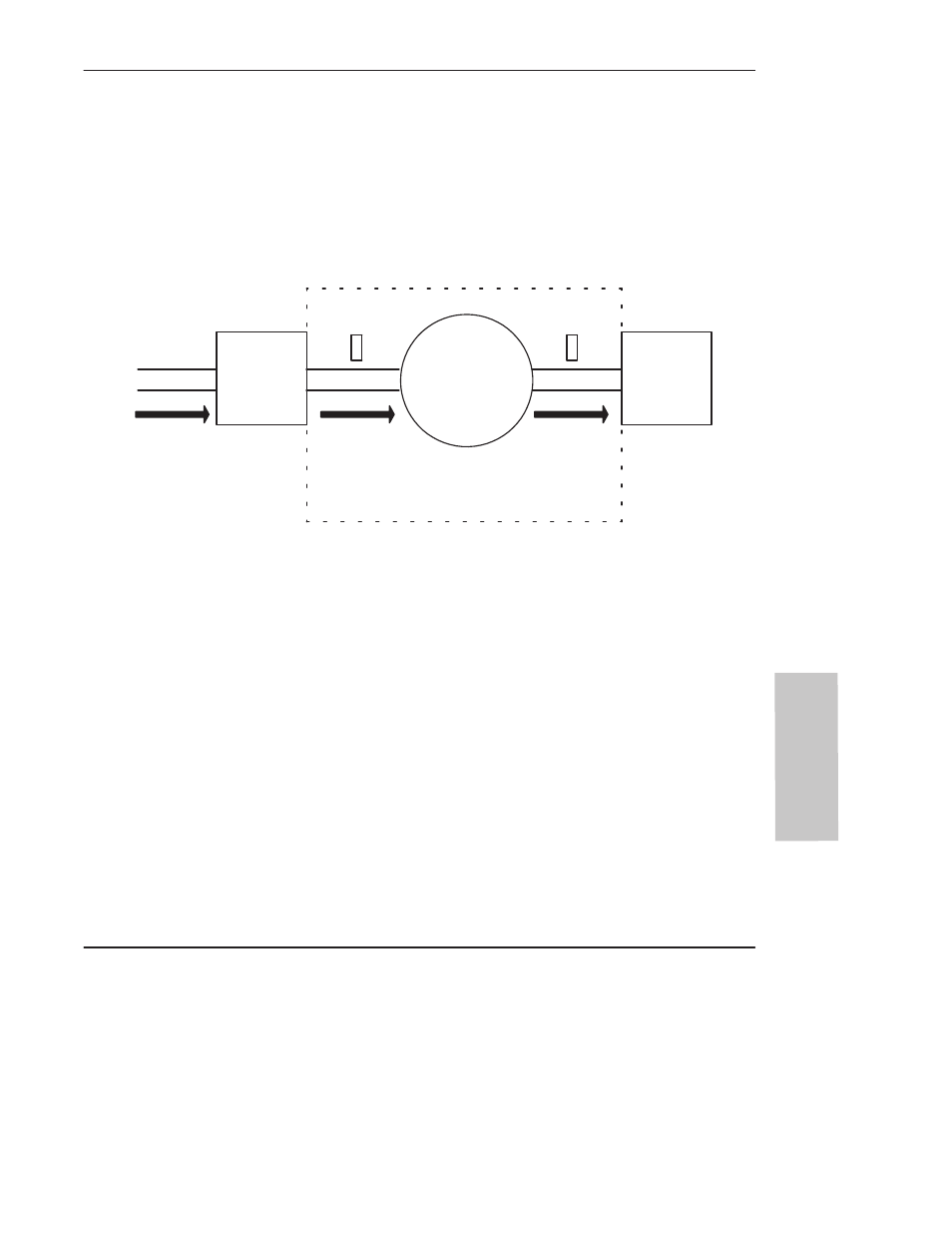
Bottle Line Operation Overview
The controller on the conveyor, within the specified area above, regulates the speeds
of the bottle fill and packing machines. Each machine is connected to a separate
controller that communicates with the conveyor controller. The following ladder
program is for the conveyor controller.
A conveyor feeds filled bottles past a proximity sensor (IN) to a holding area. The
proximity sensor is wired to the I/0 terminal (up count) of the conveyor controller.
The bottles are then sent on another conveyor past a proximity switch (OUT) to the
packing machine. This proximity switch is wired to the I/1 terminal (down count)
on the same controller.
Reference