Terminations technology, 00 . 13 terminations technology, Crimp connection – Northern Connectors Harting HAN Industrial Rectangular Connectors User Manual
Page 19: Pull out force of stranded wire, Crimping tools
Han
00
.
13
Terminations technology
Crimp connection
Han DD
®
Han D
®
R 15
Han-Modular
®
(10 A)
Han E
®
Han A
®
Han Hv E
®
Han-Com
®
(40 A)
Han-Modular
®
( 40 A)
Han E
®
Han A
®
Han Hv E
®
Han
®
EE
Han
®
EEE
Han-Modular
®
(16 A)
Han
®
Q
A perfect crimp connection is gastight, therefore corrosion
free and amounts to a cold weld of the parts being connected.
For this reason, major features in achieving high quality crimp
connections are the design of the contact crimping parts and of
course the crimping tool itself. Wires to be connected must be
carefully matched with the correct size of crimp contacts. If these
basic requirements are met, users will be assured of highly relia-
ble connections with low contact resistance and high resistance
to corrosive attack.
The economic and technical advantages are:
● Constant contact resistance as a result of precisely repeated
crimp connection quality
● Corrosion free connections as a result of cold weld action
● Pre-preparation of cable forms with crimp contacts fitted
● Optimum cost cable connection
Requirements for crimp connectors are laid down in
DIN EN 60 352-2 as illustrated in the table.
Pull out force of stranded wire
The main criterion by which to judge the quality of a crimp con-
nection is the retention force achieved by the wire conductor in
the terminal section of the contact. DIN EN 60 352-2 defines the
extraction force in relation to the cross-section of the conductor.
When fitted using HARTING crimping tools and subject to their
utilization in an approved manner, our crimp connectors comply
with the required extraction forces.
Crimping tools
Crimping tools (hand operated or automatic) are carefully desi-
gned to produce with high pressure forming parts a symmetrical
connection of the crimping part of the contact and the wire being
connected with the minimum increase in size at the connection
point. The positioner automatically locates the crimp and wire at
the correct point in the tool.
A ratchet in the tool performs 2 functions:
● It prevents insertion of the crimp into the tool for crimping
before the jaws are fully open
● It prevents the tool being opened before the crimping action is
completed
Identical, perfectly formed, connections can be produced using
this crimping system.
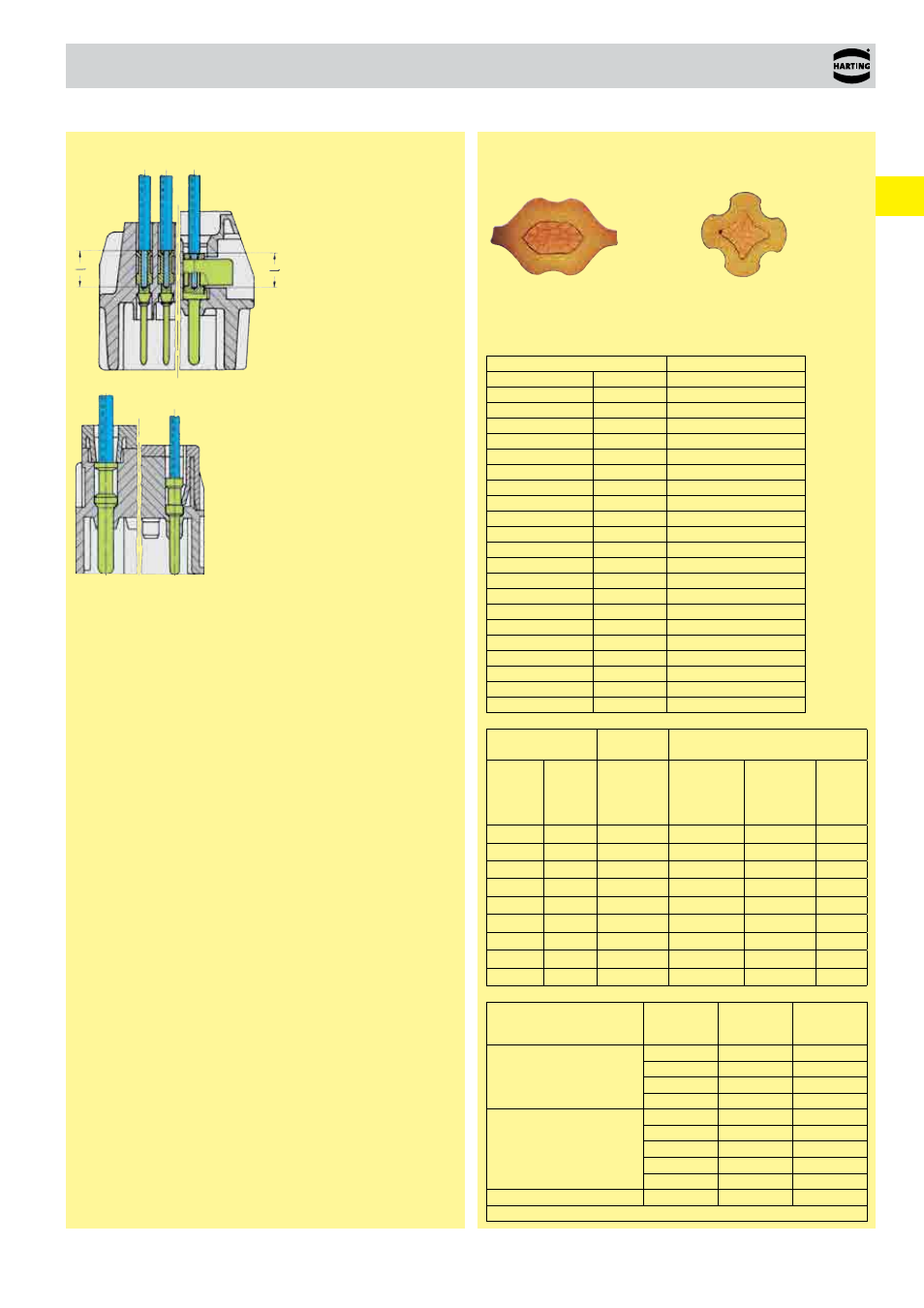
Crimp-cross section
HARTING-crimp profile
BUCHANAN crimp profile
Tensile strength of crimped connections
(Table 1 of the DIN EN 60 352-2)
Conductor cross-section
Tensile strength
mm²
AWG
N
0.05
30
6
0.08
28
11
0.12
26
15
0.14
18
0.22
24
28
0.25
32
0.32
22
40
0.5
20
60
0.75
85
0.82
18
90
1.0
108
1.3
16
135
1.5
150
2.1
14
200
2.5
230
3.3
12
275
4.0
310
5.3
10
355
6.0
360
8.4
8
370
10.0
380
Wire gauge
Internal
diameter
Stripping length l (mm)
(mm²)
AWG
Ø (mm)
Han
®
DD
Han
®
D
R15
Han-Modular
®
(10 A)
Han E
®
Han A
®
Han Hv E
®
Han
®
C
0.14 ... 0.37 26 ... 22
0.9
8
-
-
0.5
20
1.15
8
7.5
-
0.75
18
1.3
8
7.5
-
1
18
1.45
8
7.5
-
1.5
16
1.75
8
7.5
9.5
2.5
14
2.25
6
7.5
9.5
4
12
2.85
-
7.5
9.5
6
10
3.5
-
-
9.5
10
8
4.3
-
-
15-18
Conductor
cross-
section
ø
Stripping
length
Han
®
100 A Modul
10 mm²
4.3 mm
19.0 mm
16 mm²
5.5 mm
19.0 mm
25 mm²
7.0 mm
19.0 mm
35 mm²
8.2 mm
16.0 mm
Han
®
HC Modular 350
35 mm²
8.2 mm
26.0 mm
50 mm²
10.0 mm
28.0 mm
70 mm²
11.5 mm
28.0 mm
95 mm²
13.5 mm
30.0 mm
120 mm²
15.5 mm
24.0 mm
Han
®
HC Modular 650
240 mm²
22.5 mm
50.0 mm
for fine stranded wires according to IEC 60 228 class 5