Hypertherm Phoenix 8.0 User Manual
Page 60
Setups
53
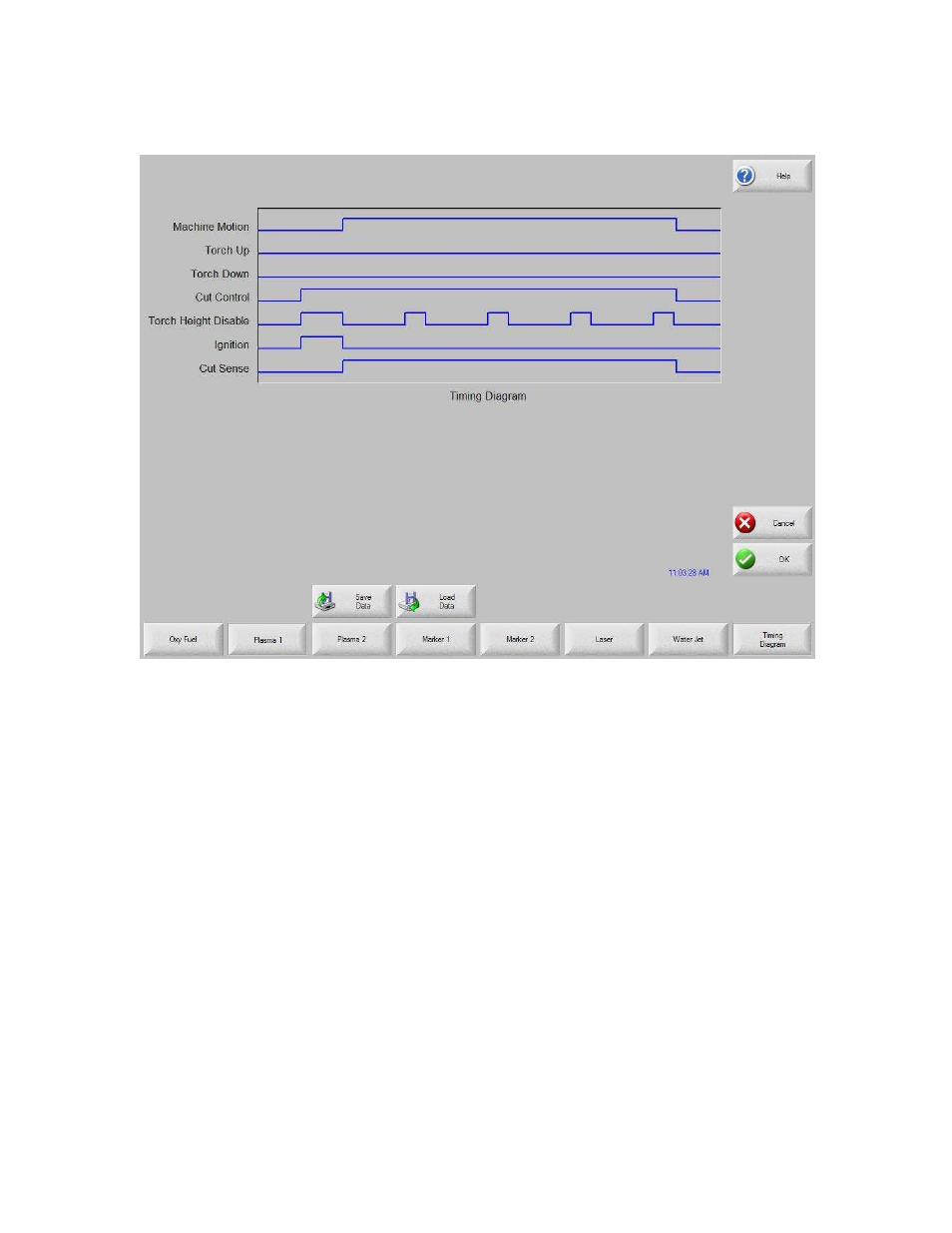
Press the Timing Diagram soft key to view the timing diagram from setups.
Purge Time
Specifies the time delay from torch ignition until motion is enabled if Arc On Feedback is
off. Purge Time should be set to zero if Arc On Feedback is on.
Pierce Time
Specifies the time delay from when the torch completes lowering until motion is initiated
at Creep Speed. Used to allow the plasma torch to completely pierce the material before
moving.
Creep Time
Specifies the amount of time after piercing the part that the torch travels at Creep Speed.
Creep Speed is determined by a setup parameter at the Speeds setup screen and is a
percentage of the programmed cut speed. After the Creep Time is completed, the control
accelerates to full cut speed.
Cut Off Time
The Cut Off delay parameter species the amount of time the cut on output will remain on
at the end of a cut. A negative Cut Off time up to one second may be used to terminate
the cut output prior to the end of the cut segment. This is used to compensate for response