Siemens SINUMERIK 840C User Manual
Page 305
6 NC Machine Data (NC MD), NC Setting Data (NC SD)
09.01
6.6.1 General MD bits (general bits)
7
6
5
4
3
2
1
0
Bit No.
NC MD
5185
negative
positive
Exact stop
on change
from G64 to
G00
Angle offset for
thread cutting
(as from SW 5.7)
Default value:
0
Active:
NC Stop
Bit 0
V
S
G64
G00
V
S
G64
G00
NC generates
NC generates
"coarse" exact stop
"coarse" exact stop
V
S
G64
G00
V
S
G64
G00
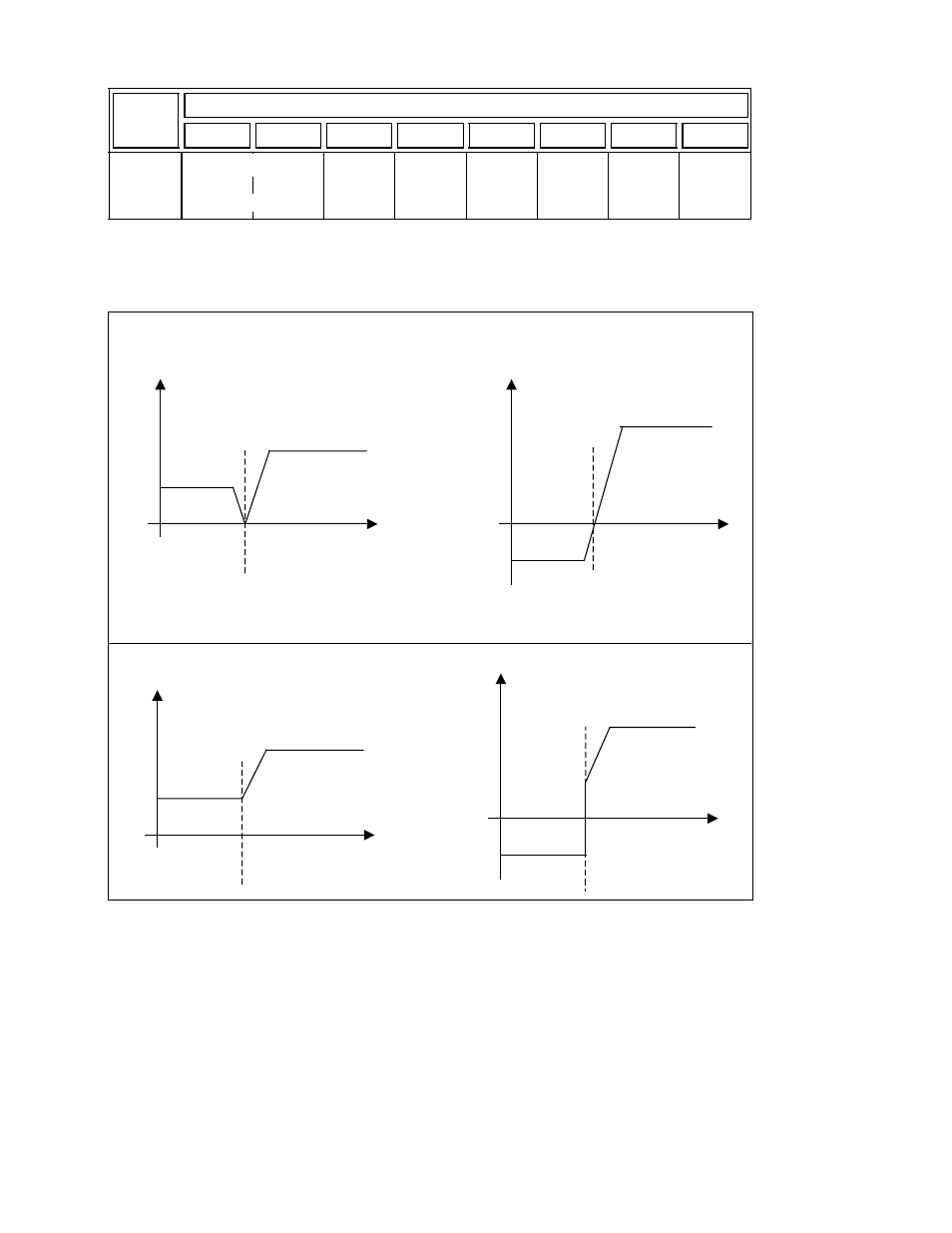
Bit 0 = 0
Bit 0 = 1
If a path is traversed in an NC block with G64 and traversing continued in the
next block with G00, the NC generates feedrate reduction with coarse exact
stop at the end of the block.
Bit 6 and 7 (should only be used for very slow spindle speeds)
The G92 angle is always calculated in one direction, irrespective of the direction of rotation.
This direction can be set via machine data:
Bit 6=1
Angle G92 A.. always calculated in the positive spindle direction
Bit 7=1
Angle G92 A.. always calculated in the negative spindle direction
Note:
Only one direction can be selected.
Default value: Both bits=0
Angle is calculated in the actual direction of rotation.
6–120
©
Siemens AG 1992 All Rights Reserved 6FC5197- AA50
SINUMERIK 840C (IA)