Siemens SINUMERIK 840C User Manual
Page 224
03.95
6 NC Machine Data (NC MD), NC Setting Data (NC SD)
6.4 Axis-specific MD 1 (axial data 1)
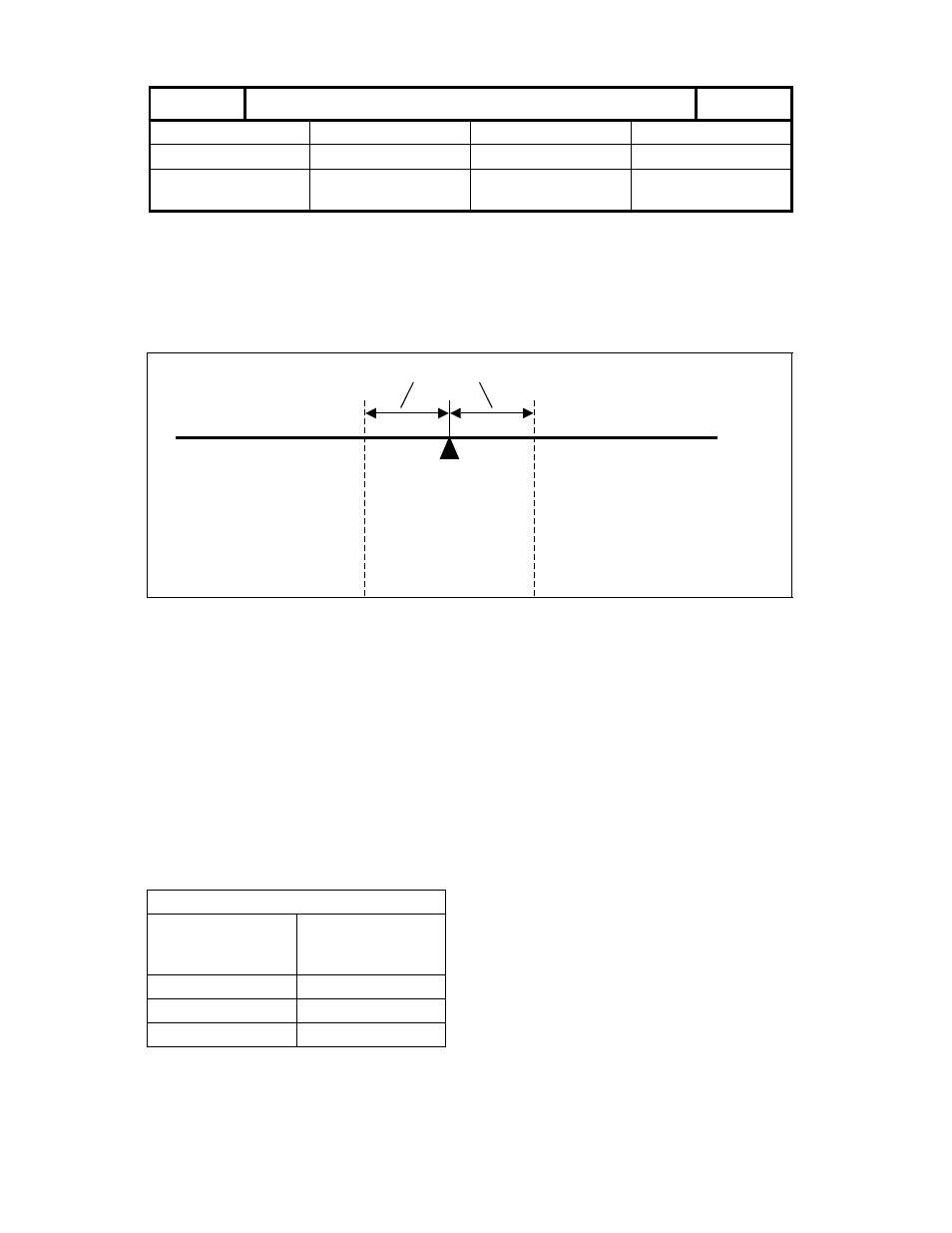
Fine stop tolerance range
208*
Default value
Lower input limit
Upper input limit
10
+0
16 000
units (MS)
10
+0
99 999 999
(as from SW 4.4)
units (MS)
Active on
NC Stop
A traversing movement is completed when the axis has reached the setpoint position + - the
entered exact stop limit fine.
Corrective action:
e.g. drift compensation (see Section entitled ”Axis (Analog) and Spindle Installation”).
Exact stop limits
Setpoint position
Actual value
Axis not marked with
><
has reached its position
Actual value
Axes marked with
<
are not in position
Actual value
Axes marked with
>
are not in position
The fine exact stop limits operate for:
•
G09/G60
•
Block before G33 and G63
Note
In continuous-path operation (G64), neither the coarse nor the fine exact stop tolerance range
is approached (exception: G00).
Actual values are marked with < > in the machine display to indicate that an axis is not in
position.
Example: 840C screen (X axis not in position, Z axis in position)
Actual value
<
X
-12.560
Z
10.000
Note:
As from SW 4, for 8 parameter sets
©
Siemens AG 1992 All Rights Reserved 6FC5197- AA50
6–39
SINUMERIK 840C (IA)