Siemens SINUMERIK 840C User Manual
Page 228
10.94
6 NC Machine Data (NC MD), NC Setting Data (NC SD)
6.4 Axis-specific MD 1 (axial data 1)
Reference point value
240*
Default value
Lower input limit
Upper input limit
Units
0
±0
99 999 999
units (MS)
Active on
NC Stop
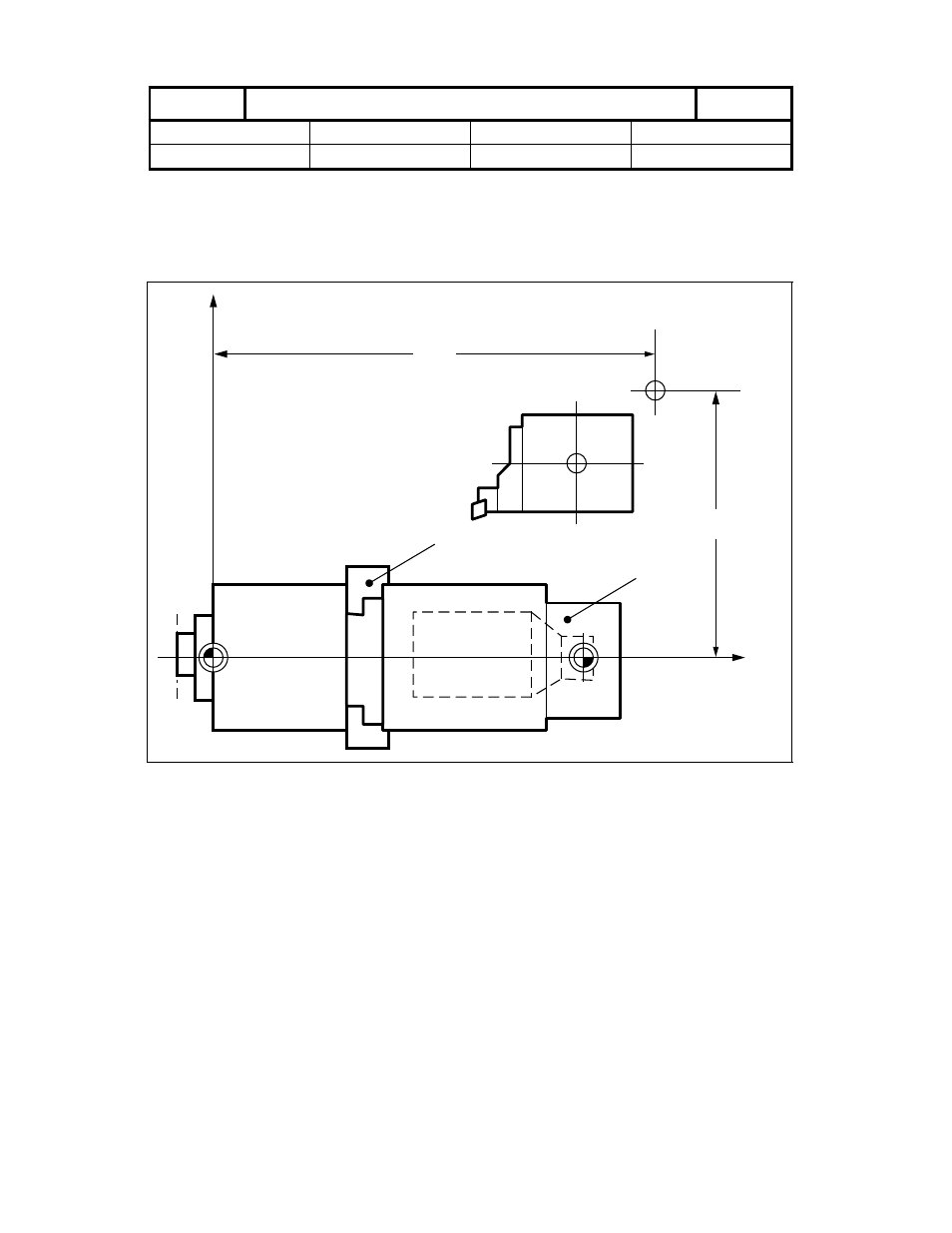
The difference between absolute machine zero and the fixed reference point is entered for the
respective axis. These values are set as actual values for reference point approach (also refer
to Section entitled ”Axis (Analog) and Spindle Installation” for a detailed description of
reference point approach).
Example: Turning machine
Z+
Workholder
ZMR
X+
R
XMR
W
Workpiece
M
M
...
Machine zero
W
...
Workpiece zero
R
...
Reference point
XMR
...
Reference point coordinate in X direction
ZMR
...
Reference point coordinate in Z direction
©
Siemens AG 1992 All Rights Reserved 6FC5197- AA50
6–43
SINUMERIK 840C (IA)