Siemens SINUMERIK 840C User Manual
Page 195
6 NC Machine Data (NC MD), NC Setting Data (NC SD)
03.95
6.2 General machine data (general data)
Circle end position monitoring
7
Default value
Lower input limit
Upper input limit
Units
5
+0
32 000
units (IS)
Active in
next block
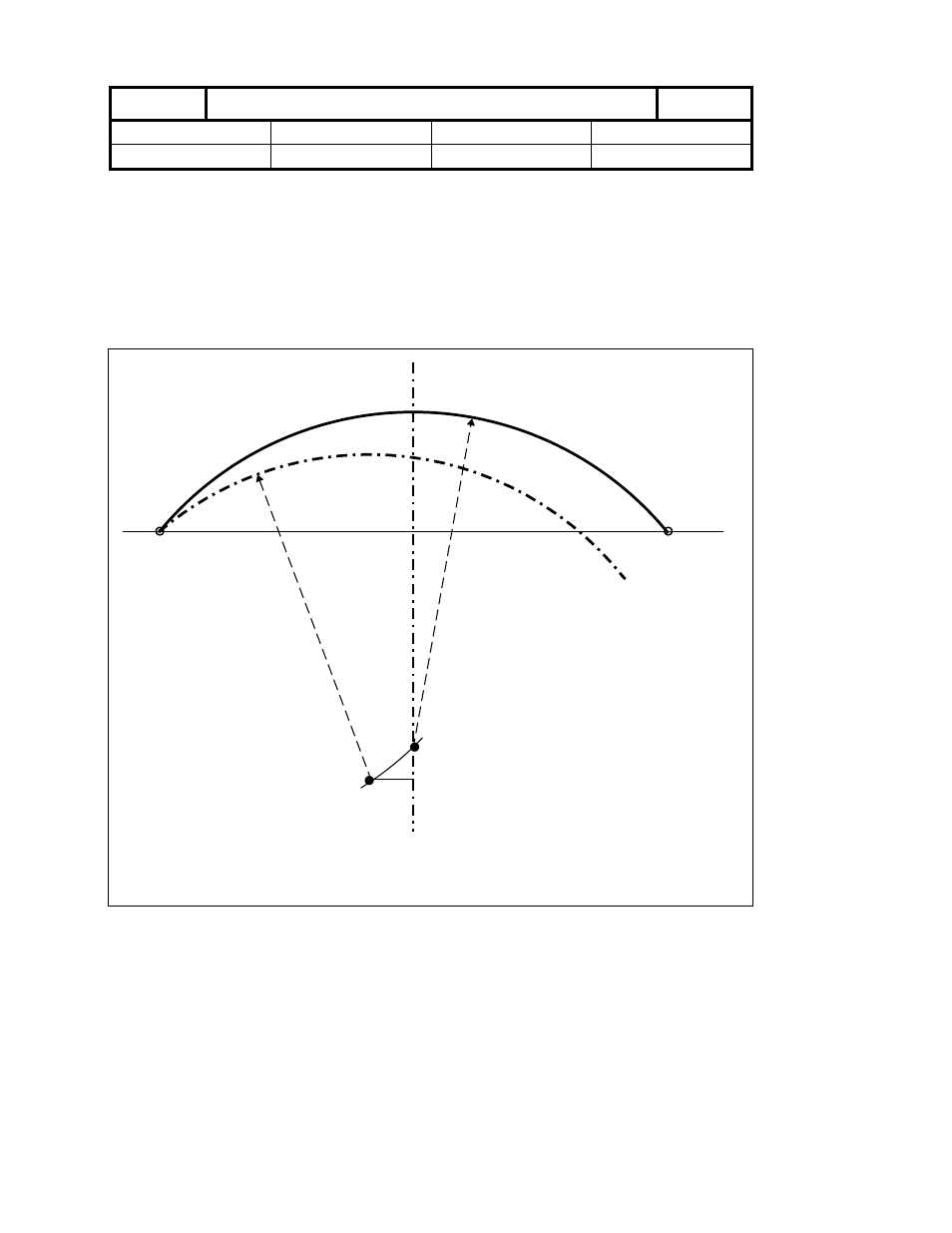
Before a circular block is processed, the NC checks the "correctness" of the programmed
values by determining the difference between the radii for the starting and end positions. If the
difference exceeds the upper limit defined above, the block is not cleared for processing and
alarm 2048 (circle end position error) is displayed.
If the difference is less than but not equal to zero, the circle centre parameters are corrected,
as it is then assumed that the end position has been correctly programmed. The circle is then
traversed on the basis of the new centre point.
K2
A
E
M
p
M
k
Programmed
circle
Corrected circle
M
p
=programmed circle centre
M
k
=corrected circle centre
K1
K1, K2 circle centre offset M
p
- M
k
R
Progr.
6–10
©
Siemens AG 1992 All Rights Reserved 6FC5197- AA50
SINUMERIK 840C (IA)