14 programming examples, Programming examples – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 560
Touch Probe Cycles: Automatic Workpiece Inspection
16.14 Programming Examples
16
560
TNC 640 | User's Manual Cycle Programming | 1/2015
16.14
Programming Examples
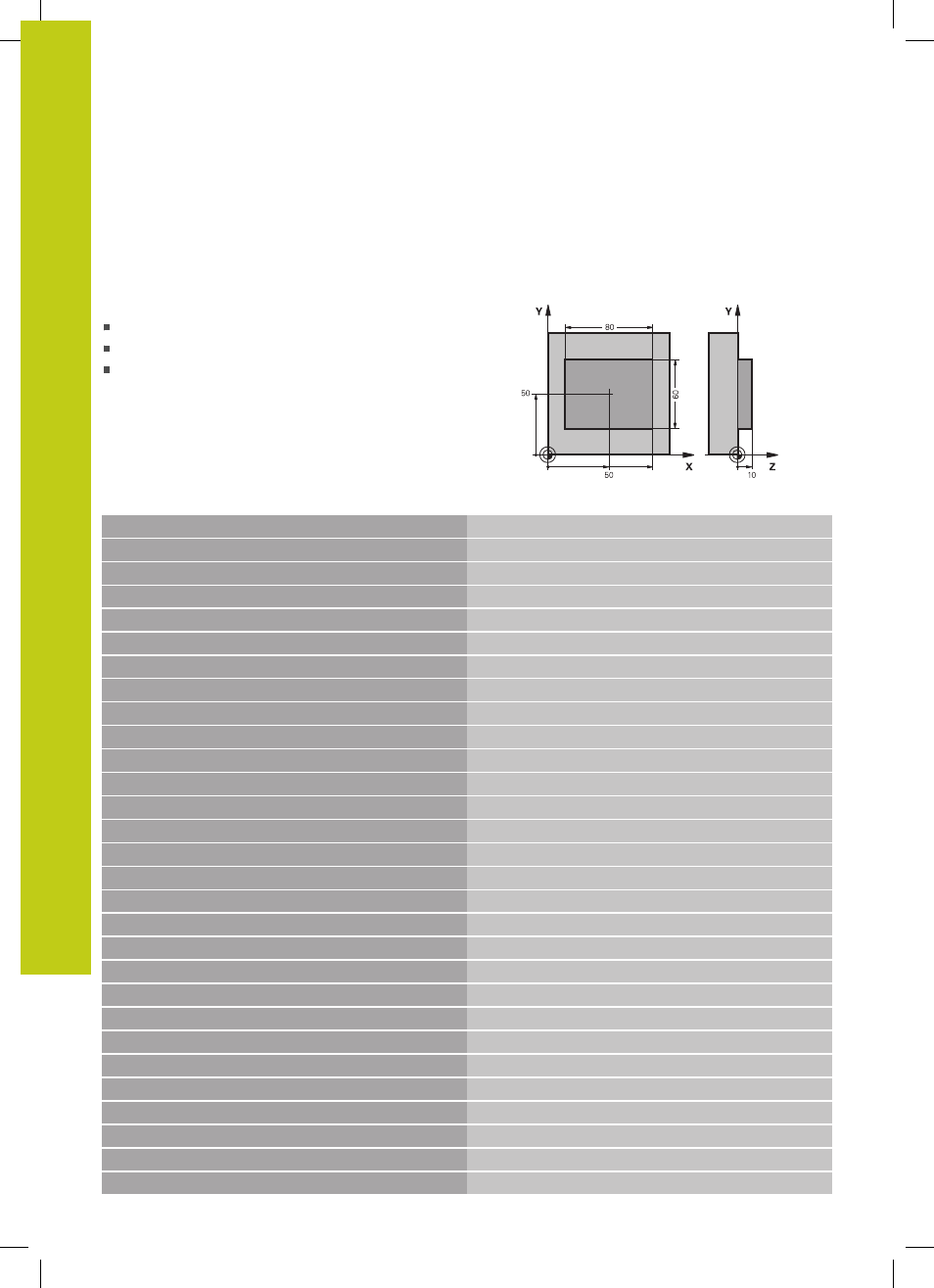
Example: Measuring and reworking a rectangular
stud
Program sequence
Roughing with 0.5 mm finishing allowance
Measuring
Rectangular stud finishing in accordance with the
measured values
0 BEGIN PGM BEAMS MM
1 TOOL CALL 69 Z
Tool call for roughing
2 L Z+100 R0 FMAX
Retract the tool
3 FN 0: Q1 = +81
Length of rectangle in X (roughing dimension)
4 FN 0: Q2 = +61
Length of rectangle in Y (roughing dimension)
5 CALL LBL 1
Call subprogram for machining
6 L Z+100 R0 FMAX
Retract the tool, change the tool
7 TOOL CALL 99 Z
Call the touch probe
8 TCH PROBE 424 MEAS. RECTAN. OUTS.
Measure the rough-milled rectangle
Q273=+50
;CENTER IN 1ST AXIS
Q274=+50
;CENTER IN 2ND AXIS
Q282=80
;FIRST SIDE LENGTH
Nominal length in X (final dimension)
Q283=60
;2ND SIDE LENGTH
Nominal length in Y (final dimension)
Q261=-5
;MEASURING HEIGHT
Q320=0
;SET-UP CLEARANCE
Q260=+30
;CLEARANCE HEIGHT
Q301=0
;MOVE TO CLEARANCE
Q284=0
;MAX. LIMIT 1ST SIDE
Input values for tolerance checking not required
Q285=0
;MIN. LIMIT 1ST SIDE
Q286=0
;MAX. LIMIT 2ND SIDE
Q287=0
;MIN. LIMIT 2ND SIDE
Q279=0
;TOLERANCE 1ST CENTER
Q280=0
;TOLERANCE 2ND CENTER
Q281=0
;MEASURING LOG
No measuring log transmission
Q309=0
;PGM STOP IF ERROR
Do not output an error message
Q330=0
;TOOL NO.
No tool monitoring
9 FN 2: Q1 = +Q1 - +Q164
Calculate length in X including the measured deviation
10 FN 2: Q2 = +Q2 - +Q165
Calculate length in Y including the measured deviation
11 L Z+100 R0 FMAX
Retract the touch probe, change the tool