Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 413
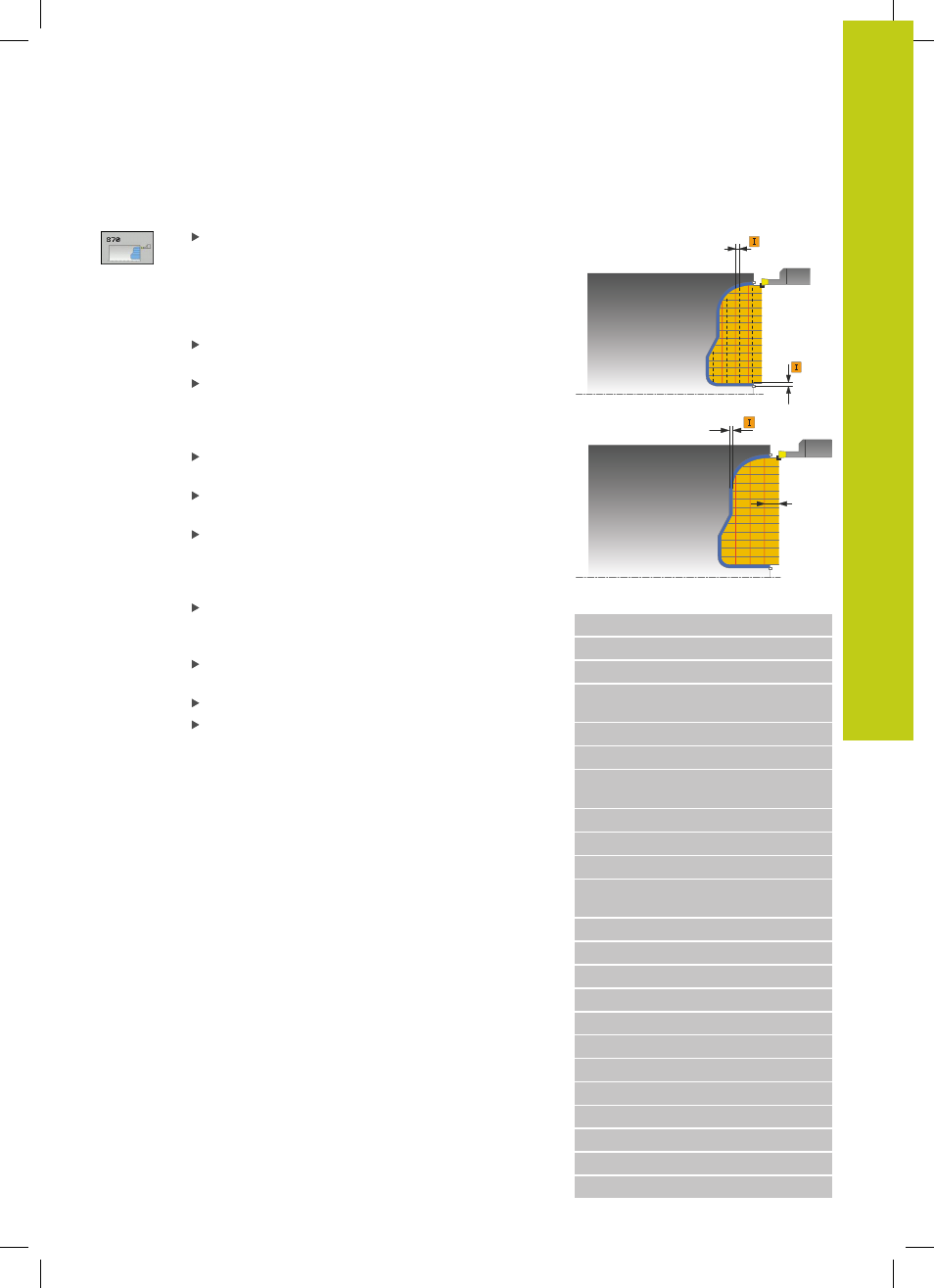
AXIAL RECESSING
(Cycle 870, DIN/ISO: G870)
12.27
12
TNC 640 | User's Manual Cycle Programming | 1/2015
413
Cycle parameters
Machining operation Q215: Define machining
operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing to finished dimension
3
: Only finishing to oversize
Set-up clearance Q460: Reserved, currently
without function
Roughing feed rate Q478: Feed rate during
roughing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Oversize in diameter Q483 (incremental): Diameter
oversize for the defined contour
Oversize in Z Q484 (incremental): Oversize for the
defined contour in axial direction
Finishing feed rate Q505: Feed rate during
finishing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Cutting limit Q479: Activate cutting limit:
0
: No cutting limit active
1
: Cutting limit (
Q480/Q482)
Limit value for diameter Q480: X value for contour
limitation (diameter value)
Limit value Z Q482: Z value for contour limitation
Limit to depth Q463: Max. recess depth per cut
Q460
Ø Q483
Q484
Q463
NC blocks
9 CYCL DEF 14.0 CONTOUR
10 CYCL DEF 14.1 CONTOUR LABEL2
11 CYCL DEF 870 AXIAL RECESSING
Q215=+0
;MACHINING
OPERATION
Q460=+2
;SAFETY CLEARANCE
Q478=+0.3
;ROUGHING FEED RATE
Q483=+0.4
;OVERSIZE FOR
DIAMETER
Q484=+0.2
;OVERSIZE IN Z
Q505=+0.2
;FINISHING FEED RATE
Q479=+0
;CUTTING LIMIT
Q480=+0
;LIMIT VALUE FOR
DIAMETER
Q482=+0
;LIMIT VALUE IN Z
Q463=+0
;LIMIT TO DEPTH
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL
14 M30
15 LBL 2
16 L X+60 Z+0
17 L Z-10
18 RND R5
19 L X+40 Z-15
20 L Z+0
21 LBL 0