Cycle parameters, Retracting after a program interruption – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 110
Fixed Cycles: Tapping / Thread Milling
4.3
RIGID TAPPING without a floating tap holder (Cycle 207, DIN/
ISO: G207)
4
110
TNC 640 | User's Manual Cycle Programming | 1/2015
Cycle parameters
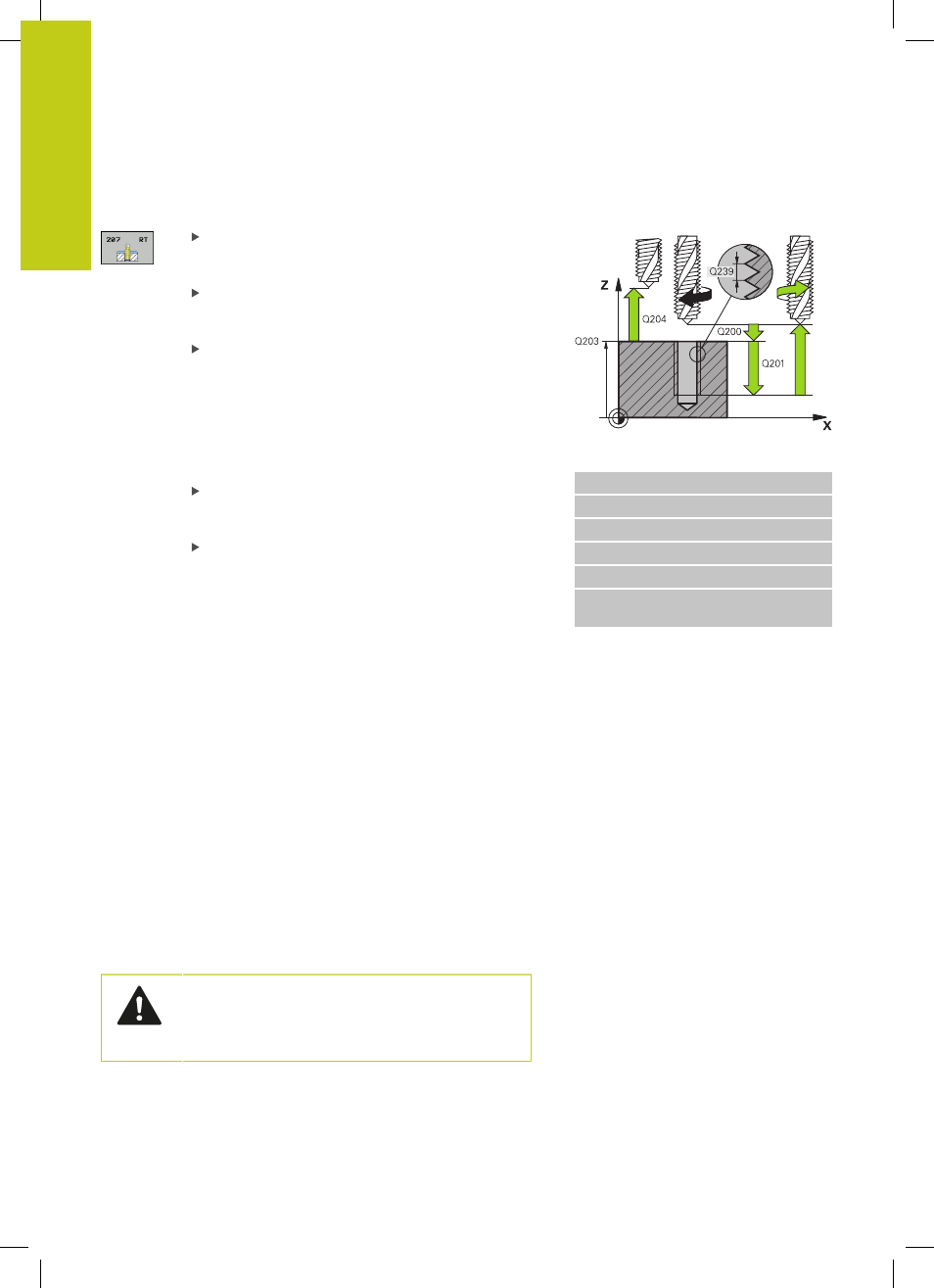
Set-up clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999
Thread depth Q201 (incremental): Distance
between workpiece surface and root of thread.
Input range -99999.9999 to 99999.9999
Thread pitch Q239: Pitch of the thread. The
algebraic sign differentiates between right-hand and
left-hand threads:
+
= right-hand thread
–
= left-hand thread
Input range -99.9999 to 99.9999
Coordinate of workpiece surface Q203 (absolute):
Coordinate of the workpiece surface. Input range
-99999.9999 to 99999.9999
2nd set-up clearance Q204 (incremental):
Coordinate in the spindle axis at which no collision
between tool and workpiece (fixtures) can occur.
Input range 0 to 99999.9999
NC blocks
26 CYCL DEF 207 RIGID TAPPING NEW
Q200=2
;SET-UP CLEARANCE
Q201=-20
;THREAD DEPTH
Q239=+1
;THREAD PITCH
Q203=+25
;SURFACE COORDINATE
Q204=50
;2ND SET-UP
CLEARANCE
Retracting after a program interruption
Retracting in the Manual Operation mode
You can interrupt the thread cutting process by pressing the NC
Stop key. A soft key for retracting the tool from the thread is
displayed in the soft-key row below the screen. When you press
this soft key and the NC Start key, the tool retracts from the
hole and returns to the starting point of machining. The spindle
is stopped automatically and the TNC displays a message.
Retracting in the Program Run, Single Block or Full Sequence
mode
You can interrupt the thread cutting process by pressing the
NC Stop key and then INTERNAL STOP. The TNC displays
the
MANUAL OPERATION soft key. After pressing MANUAL
OPERATION, you can retract the tool in the active spindle axis.
To resume machining after the interruption, press the
RESTORE
POSITION soft key and NC Start. The TNC moves the tool back
to the starting position.
When retracting the tool you can move it in the
positive and negative tool axis directions. Please
keep this in mind during retraction—danger of
collision!