HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 400
Cycles: Turning
12.23 RADIAL RECESSING EXTENDED
(Cycle 862, DIN/ISO: G862)
12
400
TNC 640 | User's Manual Cycle Programming | 1/2015
Type of starting element Q501: Define the type of
element at the start of the contour (circumferential
surface):
0
: No additional element
1
: Element is a chamfer
2
: Element is a radius
Size of starting element Q502: Size of the starting
element (chamfer section)
Radius of contour edge Q500: Radius of the inside
contour edge. If no radius is specified, the radius of
the cutting insert is generated.
Angle of second side Q496: Angle between the
side at the contour end point and the perpendicular
to the rotary axis
Type of end element Q503: Define the type of
element at the end of the contour:
0
: No additional element
1
: Element is a chamfer
2
: Element is a radius
Size of end element Q504: Size of the end element
(chamfer section)
Roughing feed rate Q478: Feed rate during
roughing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
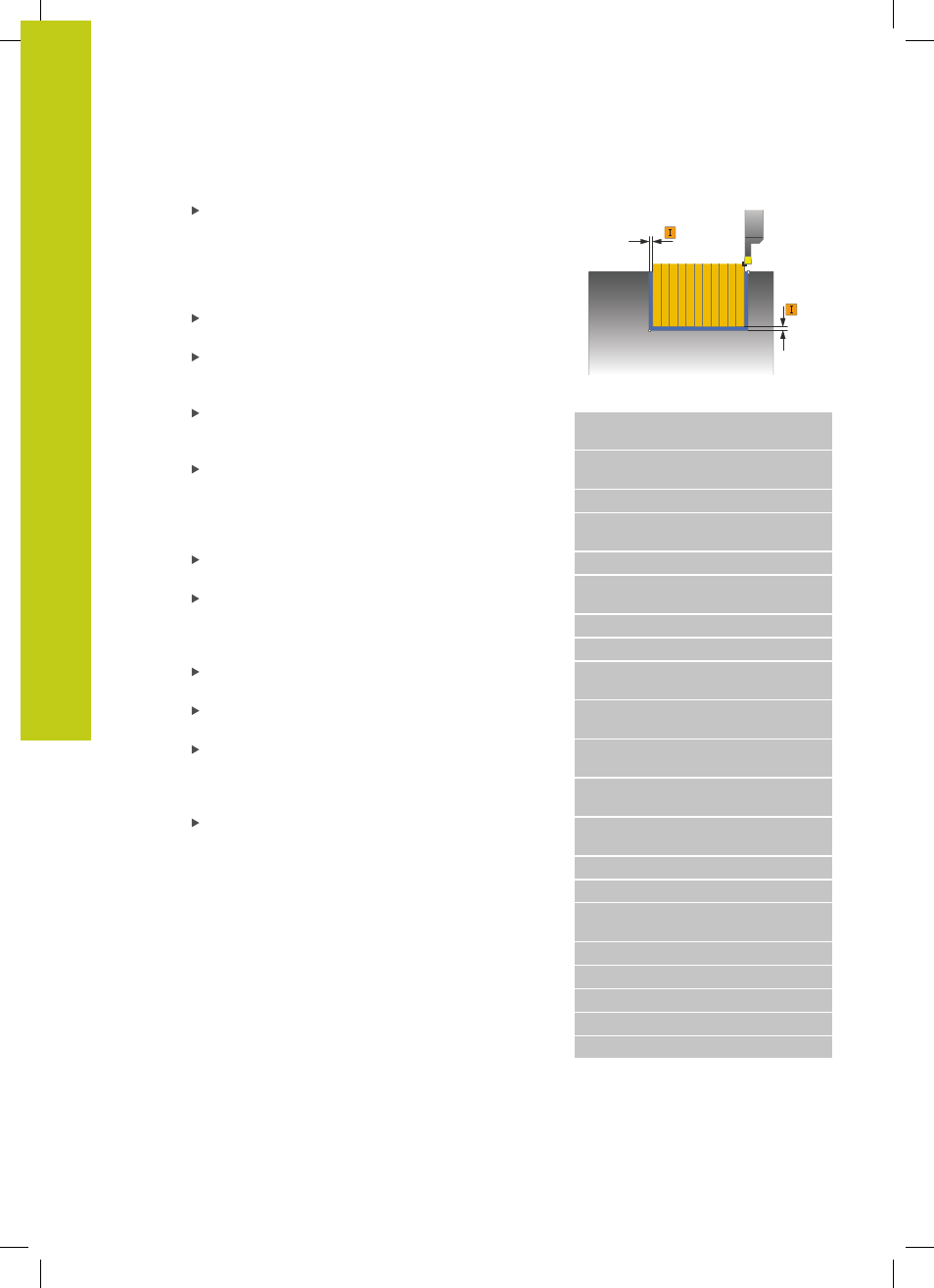
Oversize in diameter Q483 (incremental): Diameter
oversize for the defined contour
Oversize in Z Q484 (incremental): Oversize for the
defined contour in axial direction
Finishing feed rate Q505: Feed rate during
finishing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Limit to depth Q463: Max. recess depth per cut
Ø Q483
Q484
NC blocks
11 CYCL DEF 862 RADIAL RECESSING
EXTENDED
Q215=+0
;MACHINING
OPERATION
Q460=+2
;SAFETY CLEARANCE
Q491=+75
;DIAMETER AT
CONTOUR START
Q492=-20
;CONTOUR START IN Z
Q493=+50
;DIAMETER AT END OF
CONTOUR
Q494=-50
;CONTOUR END IN Z
Q495=+5
;ANGLE OF SIDE
Q501=+1
;TYPE OF STARTING
ELEMENT
Q502=+0.5
;SIZE OF STARTING
ELEMENT
Q500=+1.5
;RADIUS OF CONTOUR
EDGE
Q496=+5
;ANGLE OF SECOND
SIDE
Q503=+1
;TYPE OF END
ELEMENT
Q504=+0.5
;SIZE OF END ELEMENT
Q478=+0.3
;ROUGHING FEED RATE
Q483=+0.4
;OVERSIZE FOR
DIAMETER
Q484=+0.2
;OVERSIZE IN Z
Q505=+0.2
;FINISHING FEED RATE
Q463=+0
;LIMIT TO DEPTH
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL