Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 172
Fixed Cycles: Pocket Milling / Stud Milling / Slot Milling
5.8
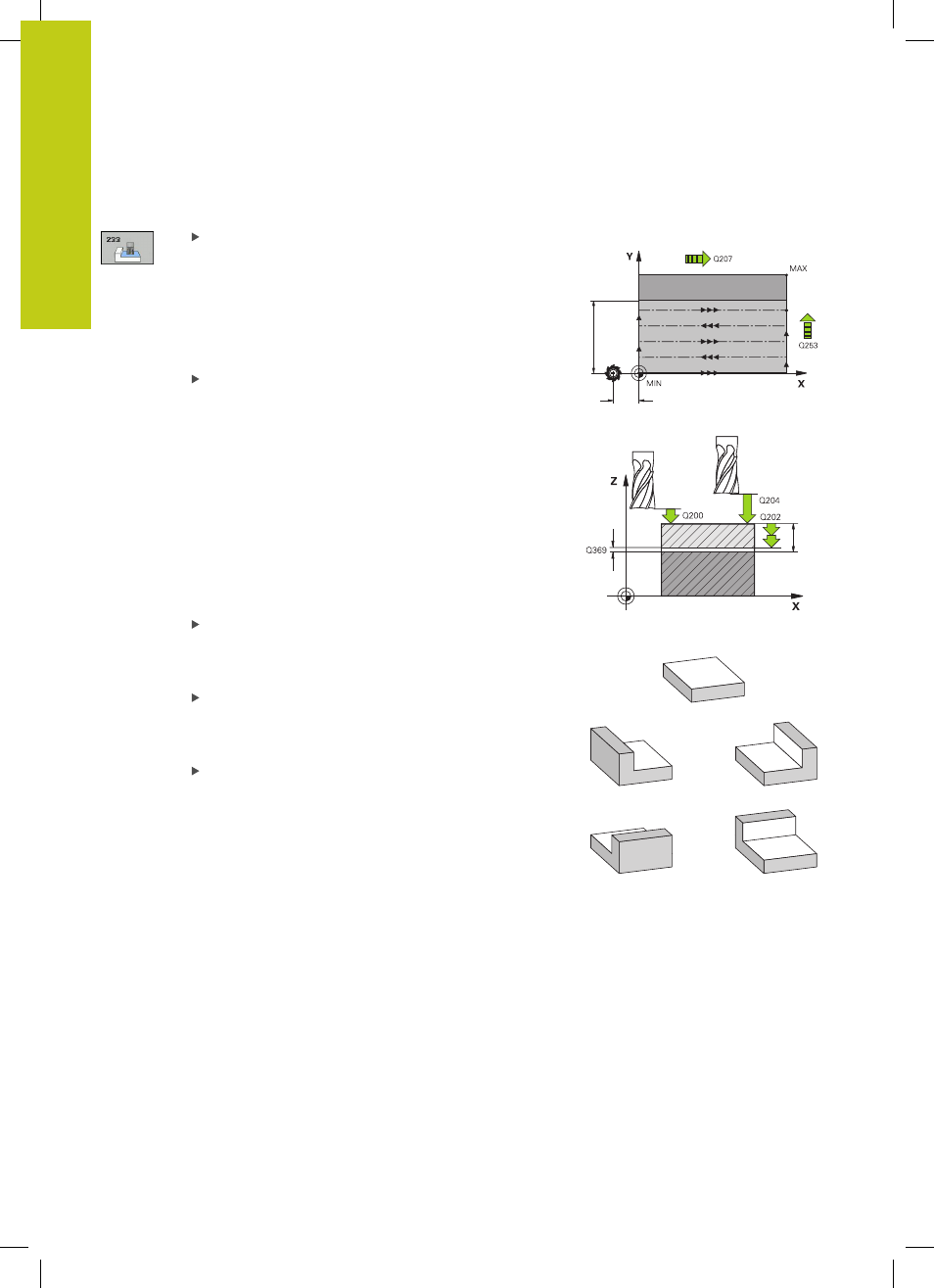
FACE MILLING (Cycle 233, DIN/ISO: G233)
5
172
TNC 640 | User's Manual Cycle Programming | 1/2015
Cycle parameters
Machining operation (0/1/2) Q215: Define
machining operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing
Side finishing and floor finishing are only machined
when the specific allowance (Q368, Q369) is
defined
Milling strategy (0 to 4) Q389: Determine how the
TNC should machine the surface:
0
: Meander machining, stepover at the positioning
feed rate outside the surface to be machined
1
: Meander machining, stepover at the feed rate for
milling at the edge of the surface to be machined
2
: Line-by-line machining, retraction and stepover at
the positioning feed rate outside the surface to be
machined
3
: Line-by-line machining, retraction and stepover at
the positioning feed rate at the edge of the surface
to be machined
4
: Helical machining, uniform infeed from the
outside toward the inside
Milling direction Q350: Axis in the machining plane
that defines the machining direction:
1
: Reference axis = machining direction
2
: Minor axis = machining direction
1st side length Q218 (incremental): Length of the
surface to be multipass-milled in the reference axis
of the working plane, referenced to the starting
point in the 1st axis. Input range 0 to 99999.9999
2nd side length Q219 (incremental value): Length
of the surface to be machined in the minor axis of
the working plane. Use the algebraic sign to specify
the direction of the first stepover in reference to
the
starting point in the 2nd axis. Input range
-99999.9999 to 99999.9999
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2