Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 290
Cycles: Special Functions
11.6
CONTOUR TURNING INTERPOLATION (Cycle 292, DIN/ISO: G292,
software option 96)
11
290
TNC 640 | User's Manual Cycle Programming | 1/2015
Cycle parameters
Spindle coupling (0, 1) Q560: Define whether the
spindle is to be coupled.
0
: Spindle coupling off (contour milling)
1
: Spindle coupling on (contour turning)
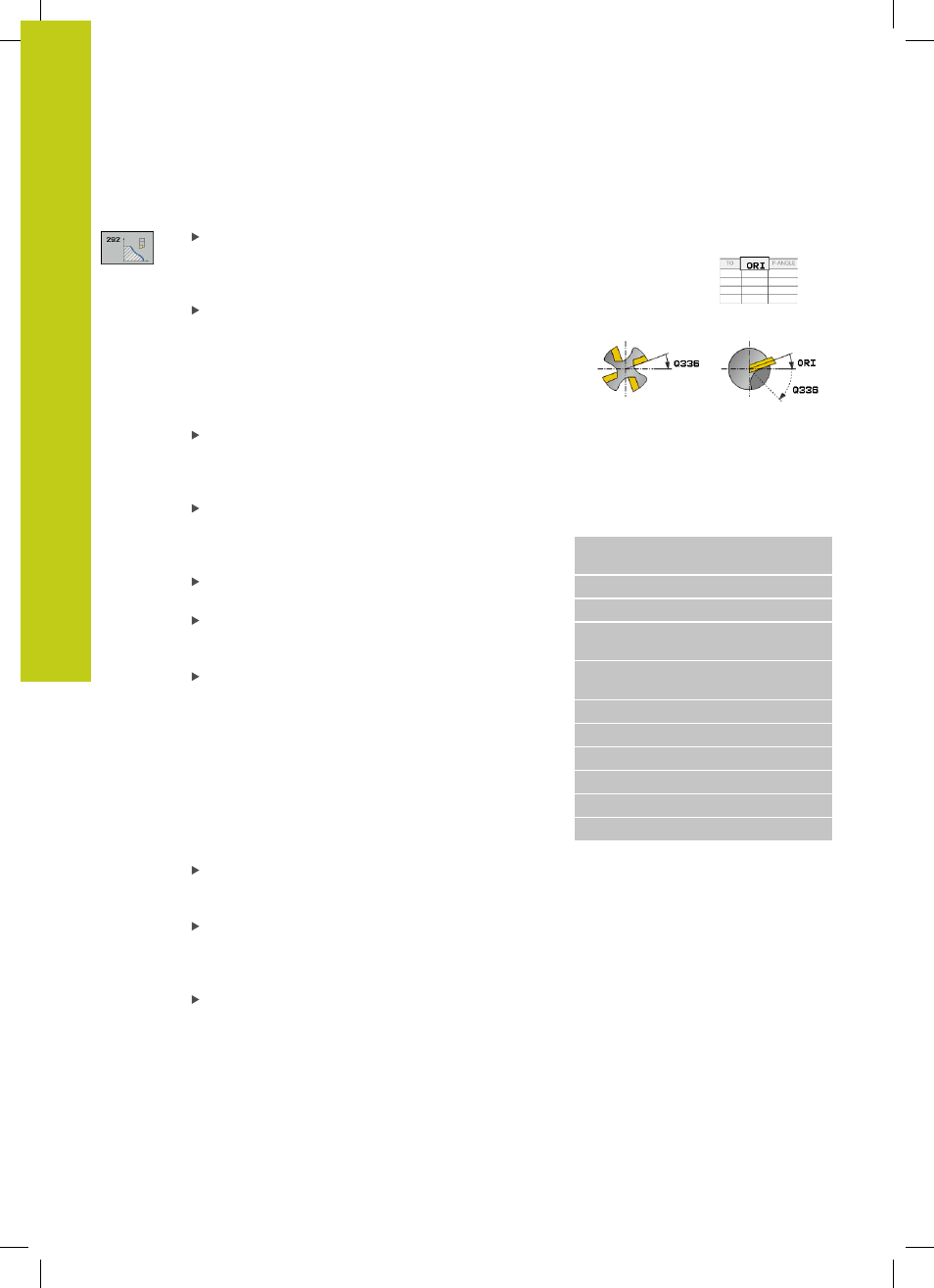
Angle of spindle Q336: The TNC orients the tool to
this angle before starting the machining operation. If
you are using a milling cutter, orient a cutting edge
to the center of rotation. If you have defined the
"ORI" value in the tool table, this value is also taken
into account for spindle orientation. Input range
0.000 to 360.000
Change tool direction (3, 4) Q546: Direction of
spindle rotation of the active tool:
3
: Right-turning tool (M3)
4
: Left-turning tool (M4)
Machining operation (+1, 0) Q529: Define whether
to perform inside or outside machining:
+1
: Inside machining
0
: Outside machining
Surface oversize Q221: Allowance in the working
plane. Input range 0 to 99.9999
Infeed Q441 (mm/rev): Amount that the tool
advances with each revolution. Input range 0.001 to
99.999
Feed rate Q449 (mm/min): Feed rate with respect
to the contour starting point Q491. Input range 0.1
to 99999.9. The feed rate of the tool's center point
path is adjusted according to the tool radius and the
machining operation Q529. From these parameters,
the TNC determines the programmed cutting speed
at the diameter of the contour starting point.
Q529=1: The feed rate of the tool center point path
is reduced for inside machining
Q529=0: The feed rate of the tool center point path
is increased for outside machining
Contour start radius Q491 (absolute value): Radius
of the contour starting point (e.g. X coordinate, with
tool axis Z). Input range 0.9999 to 99999.9999
Clearance to side Q357 (incremental): Clearance
between the side of the tool and the workpiece
when approaching for the first plunging depth Input
range 0 to 99999.9
Clearance height Q445 (absolute): Absolute height
at which the tool cannot collide with the workpiece.
The tool retracts to this position at the end of the
cycle. Input range -99999.9999 to 99999.9999
NC blocks
63 CYCL DEF 292 CONTOUR
TURNING INTERPOLATION
Q560=1
;SPINDLE COUPLING
Q336=0
;ANGLE OF SPINDLE
Q546=3
;CHANGE TOOL
DIRECTN.
Q529=0
;MACHINING
OPERATION
Q221=0
;SURFACE OVERSIZE
Q441=0.5
;INFEED
Q449=2000
;FEED RATE
Q491=0
;CONTOUR START DIA.
Q357=2
;CLEARANCE TO SIDE
Q445=50
;CLEARANCE HEIGHT