Please note while programming, Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 198
Fixed Cycles: Contour Pocket
7.5
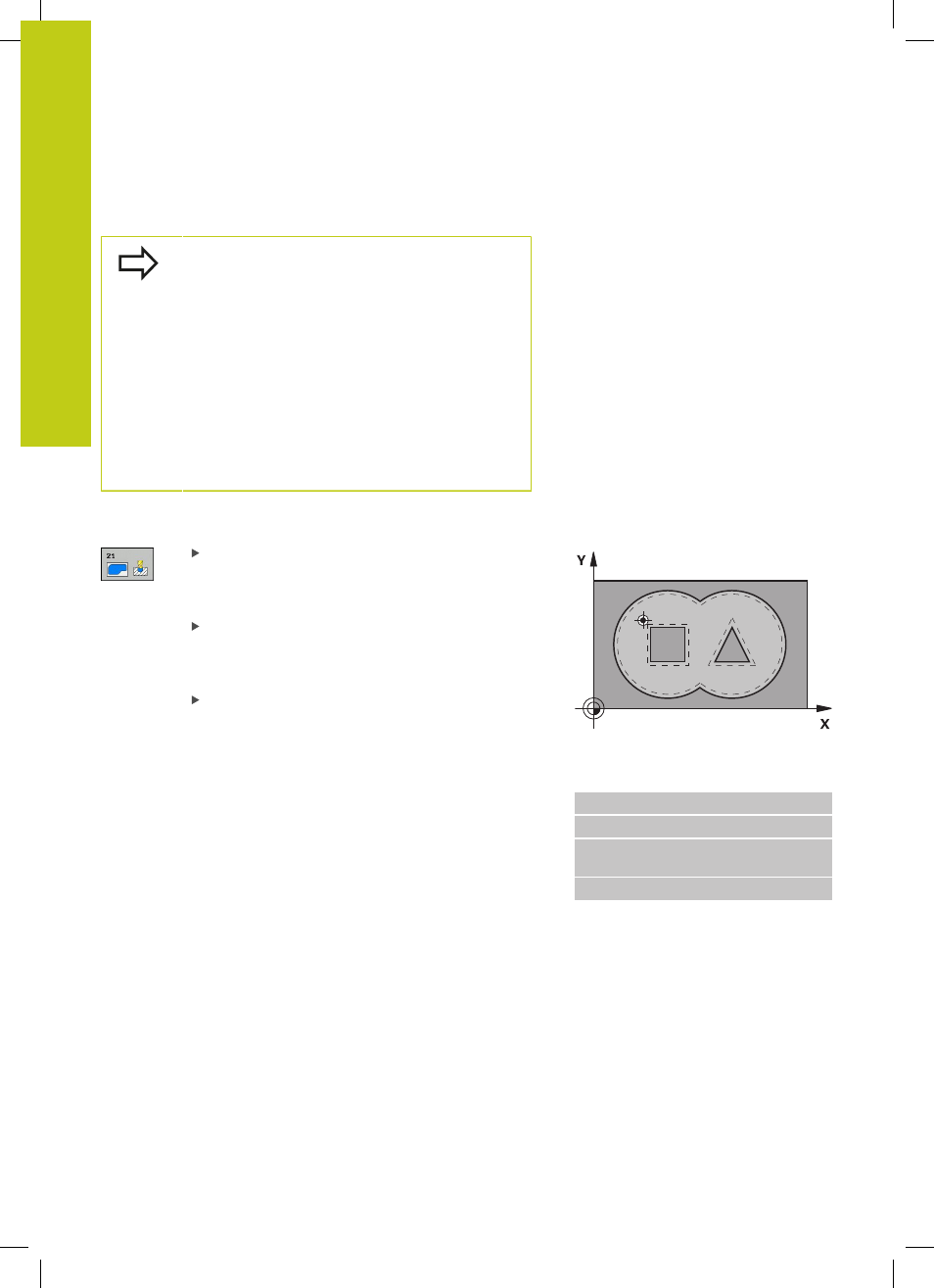
PILOT DRILLING (Cycle 21, DIN/ISO: G121)
7
198
TNC 640 | User's Manual Cycle Programming | 1/2015
Please note while programming:
When calculating the infeed points, the TNC does
not account for the delta value
DR programmed in a
TOOL CALL block.
In narrow areas, the TNC may not be able to carry
out pilot drilling with a tool that is larger than the
rough-out tool.
If Q13=0, the TNC uses the data of the tool that is
currently in the spindle.
At the end of the cycle, move the tool in
the plane to an absolute position, not to an
incremental position, if you have set the parameter
ConfigDatum, CfgGeoCycle, posAfterContPocket to
ToolAxClearanceHeight.
Cycle parameters
Plunging depth Q10 (incremental): Dimension
by which the tool drills in each infeed (negative
sign for negative working direction). Input range
-99999.9999 to 99999.9999
Feed rate for plunging Q11: Traversing speed of
the tool when plunging into the workpiece in mm/
min. Input range 0 to 99999.9999 alternatively
FAUTO, FU, FZ
Rough-out tool number/name Q13 or QS13:
Number or name of rough-out tool. Input range 0
to 32767.9 if a number is entered; maximum 16
characters if a name is entered. If you enter Q13=0,
the TNC uses the data of the tool that is currently in
the spindle.
NC blocks
58 CYCL DEF 21 PILOT DRILLING
Q10=+5
;PLUNGING DEPTH
Q11=100
;FEED RATE FOR
PLNGNG
Q13=1
;ROUGH-OUT TOOL