HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 170
Fixed Cycles: Pocket Milling / Stud Milling / Slot Milling
5.8
FACE MILLING (Cycle 233, DIN/ISO: G233)
5
170
TNC 640 | User's Manual Cycle Programming | 1/2015
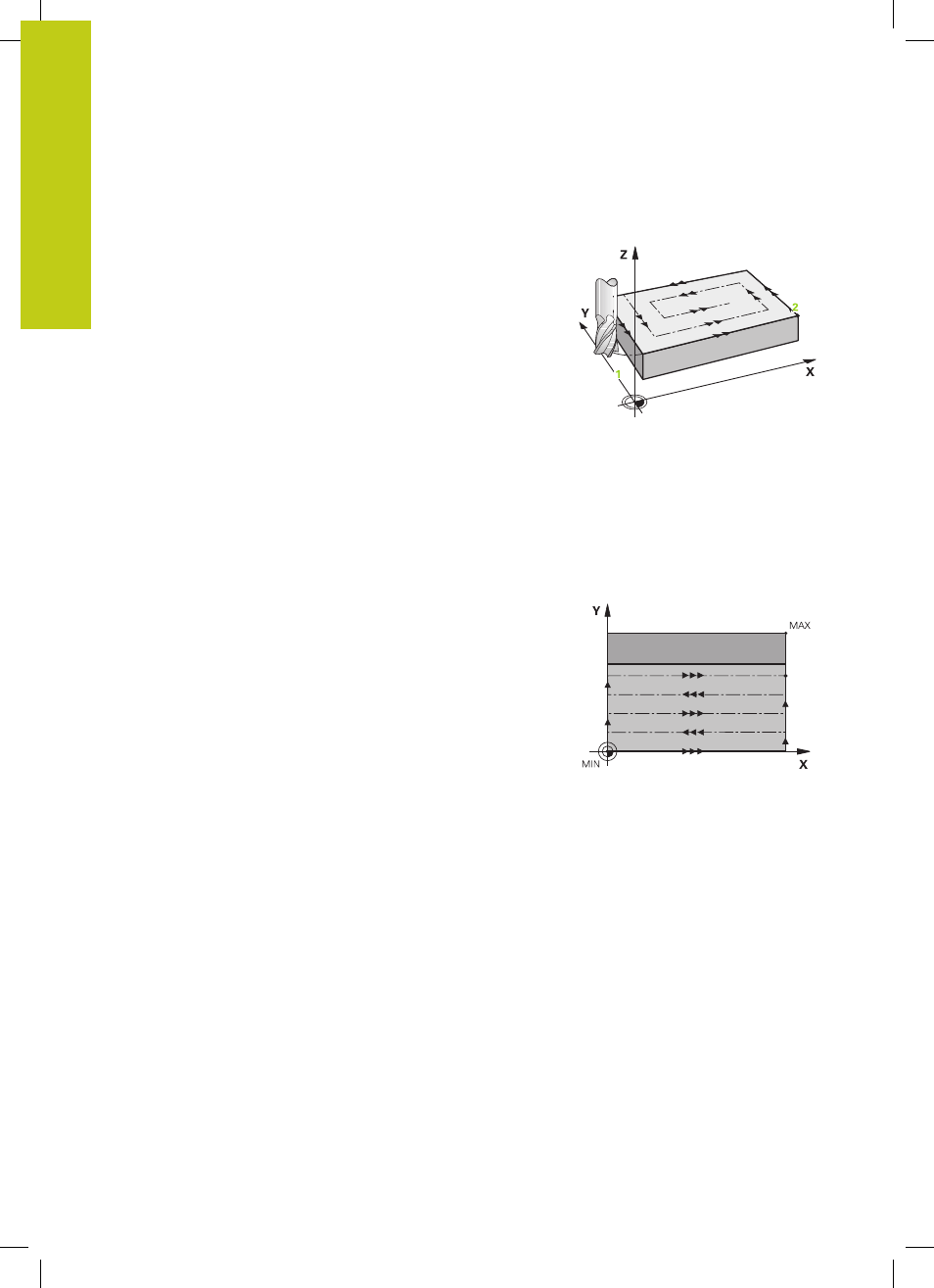
Strategy Q389=4
4 The tool subsequently approaches the starting point of the
milling path on a tangential arc at the programmed
feed rate
for milling.
5 The TNC machines the level surface at the feed rate for
milling from the outside toward the inside with ever-shorter
milling paths. The constant stepover results in the tool being
continuously engaged.
6 The process is repeated until the programmed surface has been
completed. At the end of the last path, the TNC positions the
tool at rapid traverse
FMAX back to the starting point
1
.
7 If more than one infeed is required, the TNC moves the tool in
the spindle axis to the next plunging depth at the positioning
feed rate.
8 The process is repeated until all infeeds have been machined. In
the last infeed, only the finishing allowance entered is milled at
the finishing feed rate.
9 At the end of the cycle, the tool is retracted at
FMAX to the 2nd
set-up clearance.
Limits
The limits enable you to set limits to the machining of the level
surface so that, for example, side walls or shoulders are considered
during machining. A side wall that is defined by a limit is machined
to the finished dimension resulting from the starting point or the
side lengths of the level surface. During roughing the TNC takes
the allowance for the side into account, whereas during finishing
the allowance is used for pre-positioning the tool.