Cycle parameters, 419 cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 419
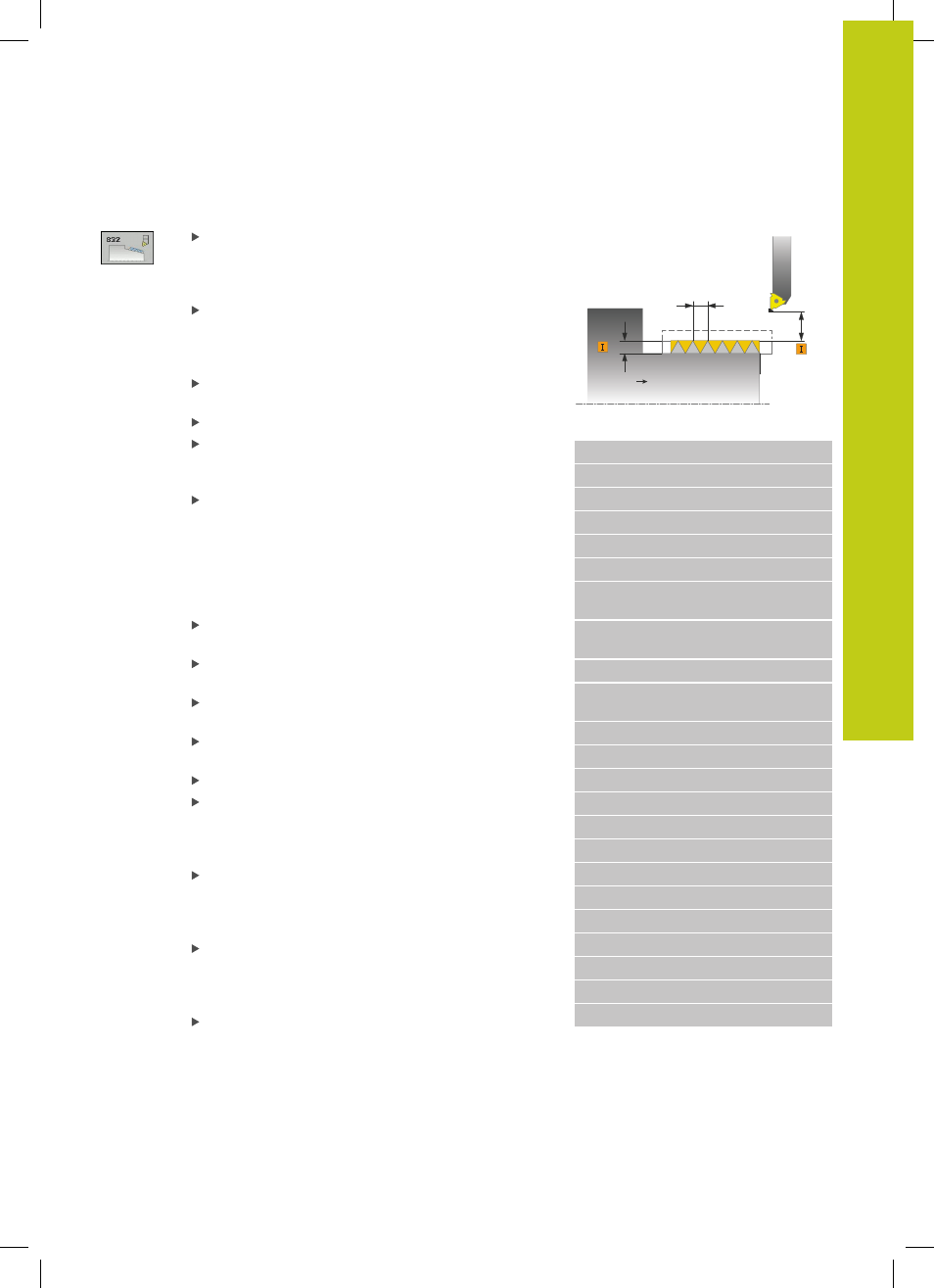
THREAD EXTENDED (Cycle 832, DIN/ISO: G832) 12.29
12
TNC 640 | User's Manual Cycle Programming | 1/2015
419
Cycle parameters
Thread position Q471: Define the position of the
thread:
0
: External thread
1
: Internal thread
Thread orientationQ461: Define the direction of
the thread pitch:
0
: Longitudinal (parallel to the rotary axis)
1
: Lateral (perpendicular to the rotary axis)
Set-up clearance Q460: Set-up clearance
perpendicular to thread pitch.
Thread pitch Q472: Pitch of the thread.
Depth of thread Q473 (incremental): Depth of the
thread. If you enter 0, the depth is assumed for a
metric thread based on the pitch.
Dimension type of taper Q464: Define the type of
dimension for the taper contour:
0
: Via starting point and end point
1
: Via end point, start-X and taper angle
2
: Via end point, start-Z and taper angle
3
: Via starting point, end-X and taper angle
4
: Via starting point, end-Z and taper angle
Diameter at contour start Q491: X coordinate of
the contour starting point (diameter value)
Contour start in Z Q492: Z coordinate of the
starting point
Diameter at end of contour Q493: X coordinate of
the end point (diameter value)
Contour end in Z Q494: Z coordinate of the end
point
Taper angle Q469: Taper angle of contour
Runout of thread Q474 (incremental): Length of the
path on which, at the end of the thread, the tool is
lifted from the current plunging depth to the thread
diameter Q460.
Approach path Q465 (incremental): Length of the
path in pitch direction on which the feed axes are
accelerated to the required velocity. The approach
path is outside of the defined thread contour.
Overrun path Q466: Length of the path in pitch
direction on which the feed axes are decelerated.
The overrun path is within the defined thread
contour.
Maximum cutting depth Q463: Maximum plunging
depth perpendicular to the thread pitch
Q460
Q472
Q473
=0 ISO
1502
NC blocks
11 CYCL DEF 832 THREAD EXTENDED
Q471=+0
;THREAD POSITION
Q461=+0
;THREAD ORIENTATION
Q460=+2
;SET-UP CLEARANCE
Q472=+2
;THREAD PITCH
Q473=+0
;THREAD DEPTH
Q464=+0
;DIMENSION TYPE FOR
TAPER
Q491=+100
;DIAMETER AT
CONTOUR START
Q492=+0
;CONTOUR START IN Z
Q493=+110
;DIAMETER AT END OF
CONTOUR
Q494=-35
;CONTOUR END IN Z
Q469=+0
;TAPER ANGLE
Q474=+0
;RUNOUT OF THREAD
Q465=+4
;APPROACH PATH
Q466=+4
;OVERRUN PATH
Q463=+0.5
;MAX. CUTTING DEPTH
Q467=+30
;ANGLE OF INFEED
Q468=+0
;TYPE OF INFEED
Q470=+0
;START ANGLE
Q475=+30
;NUMBER OF STARTS
Q476=+30
;NO. OF AIR CUTS
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL