Please note while programming, Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 310
Cycles: Special Functions
11.10 ASCERTAIN THE LOAD (Cycle 239, DIN/ISO: G239, software option
143)
11
310
TNC 640 | User's Manual Cycle Programming | 1/2015
Please note while programming:
Cycle 239 becomes effective immediately after
definition.
If you are using the mid-program startup function and
the TNC skips Cycle 239 in the block scan, the TNC
will ignore this cycle—no weighing procedure will be
performed.
The machine must be prepared by the machine tool
builder for this cycle.
Cycle 239 can only be used with option 143 LAC
(Load Adaptive Control).
This cycle may lead to extensive motion in one or
more axes!
The TNC moves the axes at rapid traverse.
Set the potentiometer for feed-rate and rapid-
traverse override to at least 50 % to ensure a correct
ascertainment of the load.
Before cycle start, the TNC might move to a safe
position; this position is defined by the machine tool
builder!
Before using this cycle, contact your machine
tool builder for details on the type and scope of
movements performed in Cycle 239!
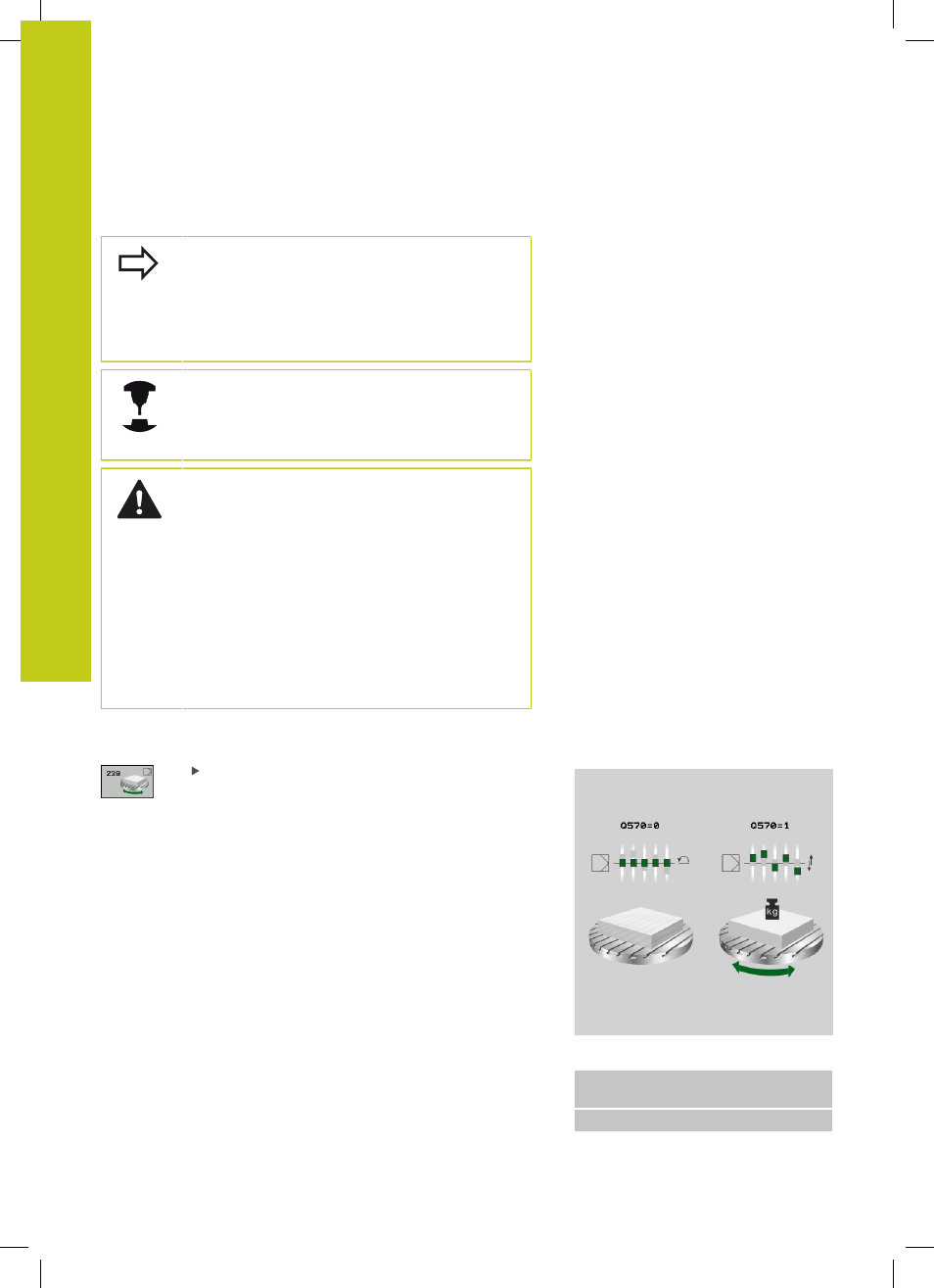
Cycle parameters
ASCERTAIN THE LOAD Q570: Define whether
the TNC is to perform the LAC (Load Adaptive
Control) weighing procedure or reset the last
determined load-dependent feedforward and
controller parameters:
0
: Reset LAC; the values last set by the TNC are
reset; the TNC uses load-independent feedforward
and controller parameters
1
: Perform the weighing procedure; the TNC
moves the axes to determine the feedforward
and controller parameters with respect to the
current load; the determined values are activated
immediately
NC blocks
62 CYCL DEF 239 ASCERTAIN THE
LOAD
Q570=+0
;ASCERTAIN THE LOAD