HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 404
Cycles: Turning
12.24 RECESSING CONTOUR RADIAL
(Cycle 860, DIN/ISO: G860)
12
404
TNC 640 | User's Manual Cycle Programming | 1/2015
Finishing feed rate Q505: Feed rate during
finishing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Cutting limit Q479: Activate cutting limit:
0
: No cutting limit active
1
: Cutting limit (
Q480/Q482)
Limit value for diameter Q480: X value for contour
limitation (diameter value)
Limit value Z Q482: Z value for contour limitation
Limit to depth Q463: Max. recess depth per cut
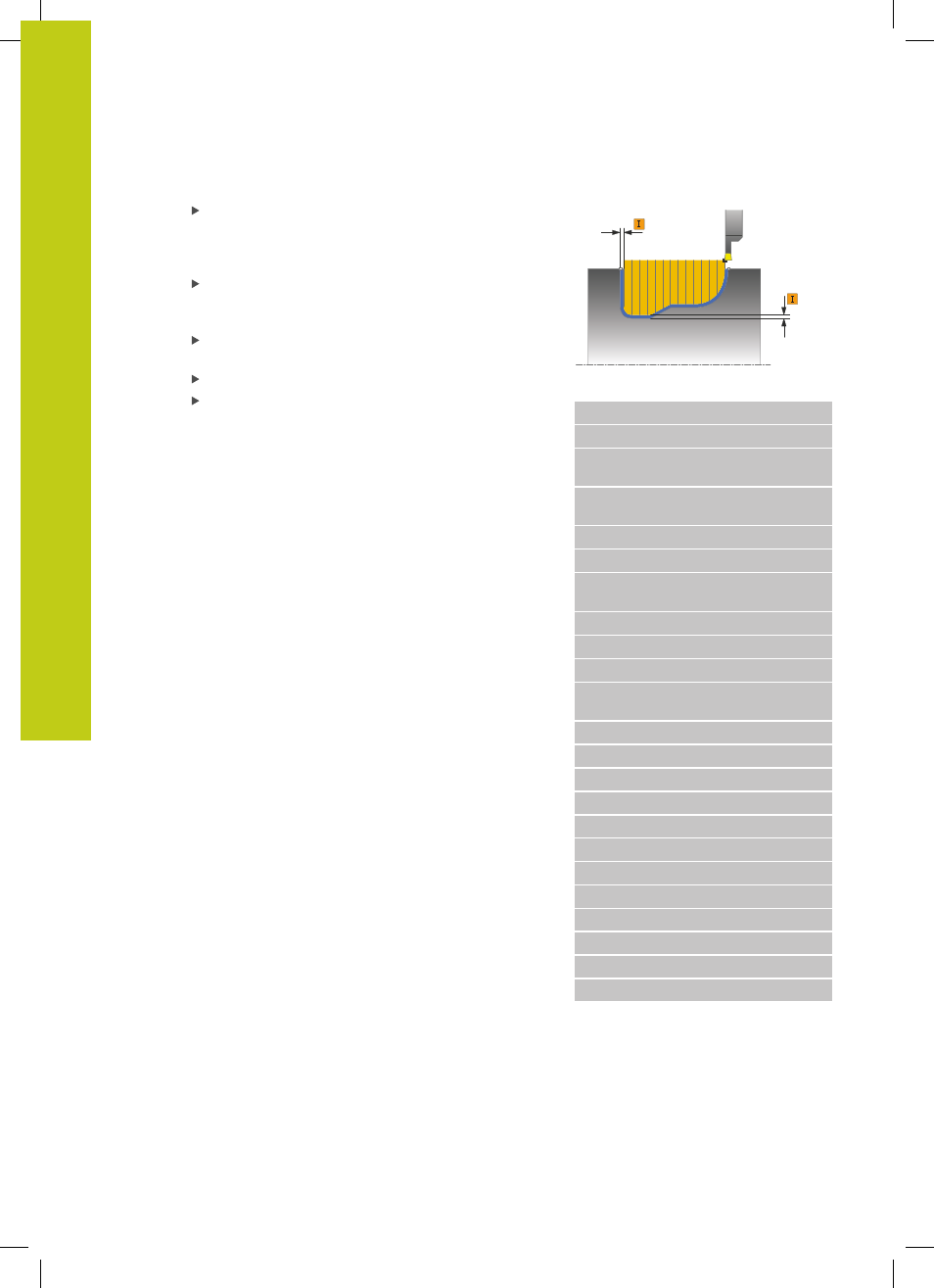
Ø Q483
Q484
NC blocks
9 CYCL DEF 14.0 CONTOUR
10 CYCL DEF 14.1 CONTOUR LABEL2
11 CYCL DEF 860 RECESSING
CONTOUR RADIAL
Q215=+0
;MACHINING
OPERATION
Q460=+2
;SAFETY CLEARANCE
Q478=+0.3
;ROUGHING FEED RATE
Q483=+0.4
;OVERSIZE FOR
DIAMETER
Q484=+0.2
;OVERSIZE IN Z
Q505=+0.2
;FINISHING FEED RATE
Q479=+0
;CUTTING LIMIT
Q480=+0
;LIMIT VALUE FOR
DIAMETER
Q482=+0
;LIMIT VALUE IN Z
Q463=+0
;LIMIT TO DEPTH
12 L X+75 Y+0 Z+2 FMAX M303
13 CYCL CALL
14 M30
15 LBL 2
16 L X+60 Z-20
17 L X+45
18 RND R2
19 L X+40 Z-25
20 L Z+0
21 LBL 0