Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 427
GEAR HOBBING (Cycle 880, DIN/ISO: G880) 12.31
12
TNC 640 | User's Manual Cycle Programming | 1/2015
427
Cycle parameters
Machining operation Q215: Define machining
operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing to finished dimension
3
: Only finishing to oversize
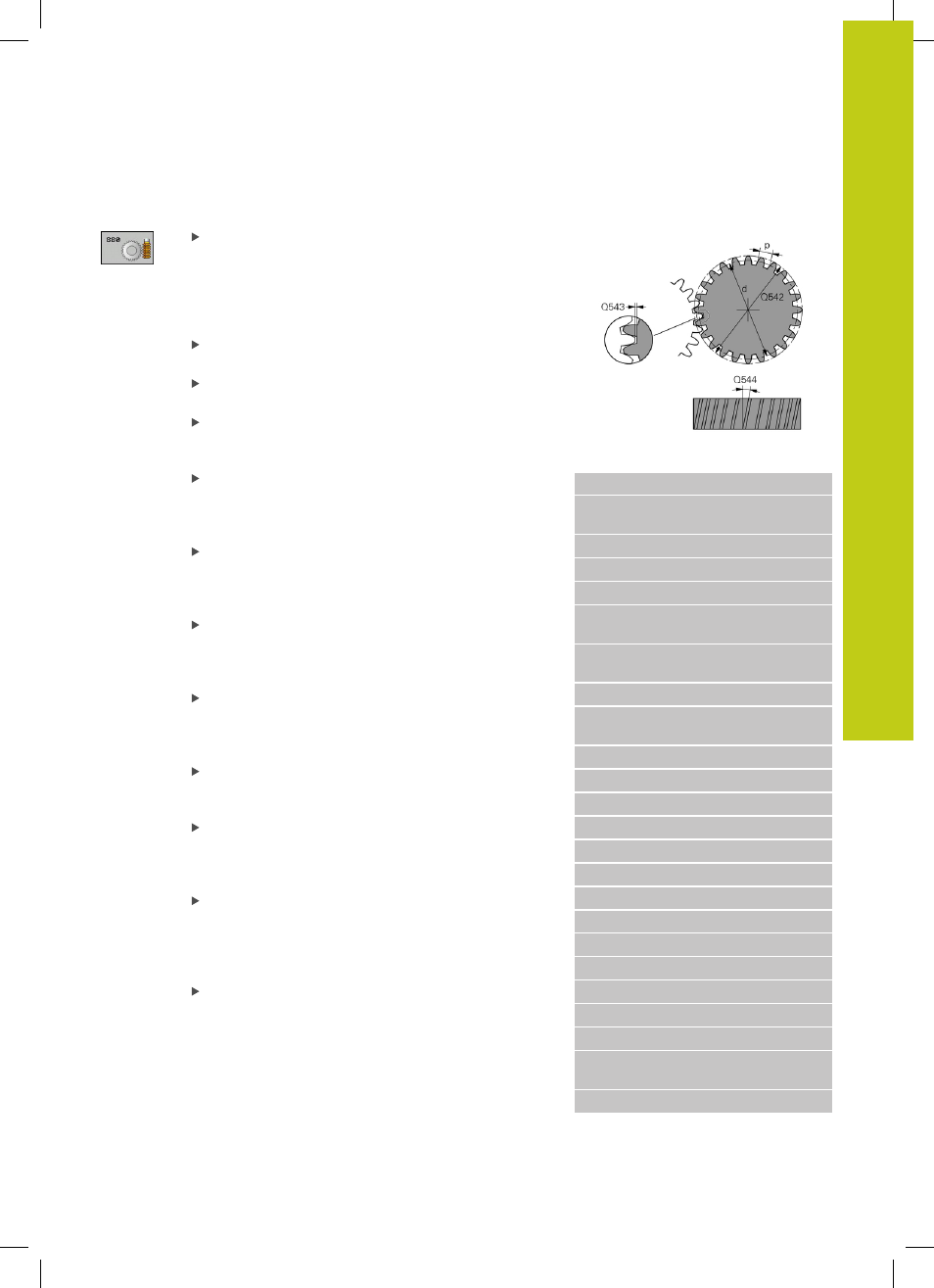
Module Q540: Define the gear: Module of the gear
wheel. Input range 0 to 99.9999
Number of teeth Q541: Define the gear: Number of
teeth. Input range 0 to 99999
Outside diameter Q542: Define the gear: Outside
diameter of the finished part. Input range 0 to
99999.9999
Trough-tip clearance Q543: Define the gear:
Distance between the tip circle of the gear to be cut
and the root circle of the mating gear. Input range 0
to 9.9999
Angle of inclination Q544: Define the gear: Angle
by which the teeth in a helical gear are inclined
relative to the axis direction. (With a straight-cut
gear, this angle is 0°) Input range -45 to +45
Tool lead angle Q545: Define the tool: Angle of
the tooth sides of the gear hob. Enter this value in
decimal notation. (e.g. 0°47'=0.7833) Input range
-60.0000 to +60.0000
Change tool direction (3, 4) Q546: Define the tool:
Direction of spindle rotation of the gear hob:
3
: Right-turning tool (M3)
4
: Left-turning tool (M4)
Ang. offset, spindle Q547: Angle by which the TNC
rotates the workpiece at cycle start. Input range
-180.0000 to +180.0000
Machining side Q550: Define the side on which the
machining operation is to be performed.
0
: Positive machining side
1
: Negative machining side
Preferred direction Q533: Selection of alternate
possibilities of inclination.
0
: Solution using the shortest path
-1
: Solution in the negative direction
+1
: Solution in the positive direction
Inclined machining Q530: Position the tilting axes
for inclined machining:
1
: Position the tilting axis automatically, thereby
orienting the tool tip (MOVE). The relative
position between the tool and workpiece remains
unchanged. The TNC performs a compensating
movement with the linear axes
2
: Position the tilting axis automatically without
orienting the tool tip (TURN).
NC blocks
63 CYCL DEF 880 GEAR HOBBING
Q215=0
;MACHINING
OPERATION
Q540=0
;MODULE
Q541=0
;NUMBER OF TEETH
Q542=0
;OUTSIDE DIAMETER
Q543=0.167
;TROUGH-TIP
CLEARANCE
Q544=0
;ANGLE OF
INCLINATION
Q545=0
;TOOL LEAD ANGLE
Q546=3
;CHANGE TOOL
DIRECTN.
Q547=0
;ANG. OFFSET, SPINDLE
Q550=1
;MACHINING SIDE
Q533=0
;PREFERRED DIRECTION
Q530=2
;INCLINED MACHINING
Q253=750
;F PRE-POSITIONING
Q260=100
;CLEARANCE HEIGHT
Q553=10
;TOOL LENGTH OFFSET
Q551=0
;STARTING POINT IN Z
Q552=-10
;END POINT IN Z
Q463=1
;MAX. CUTTING DEPTH
Q460=2
;SET-UP CLEARANCE
Q488=0.3
;PLUNGING FEED RATE
Q478=0.3
;ROUGHING FEED RATE
Q483=0.4
;OVERSIZE FOR
DIAMETER
Q505=0.2
;FINISHING FEED RATE