Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 364
Cycles: Turning
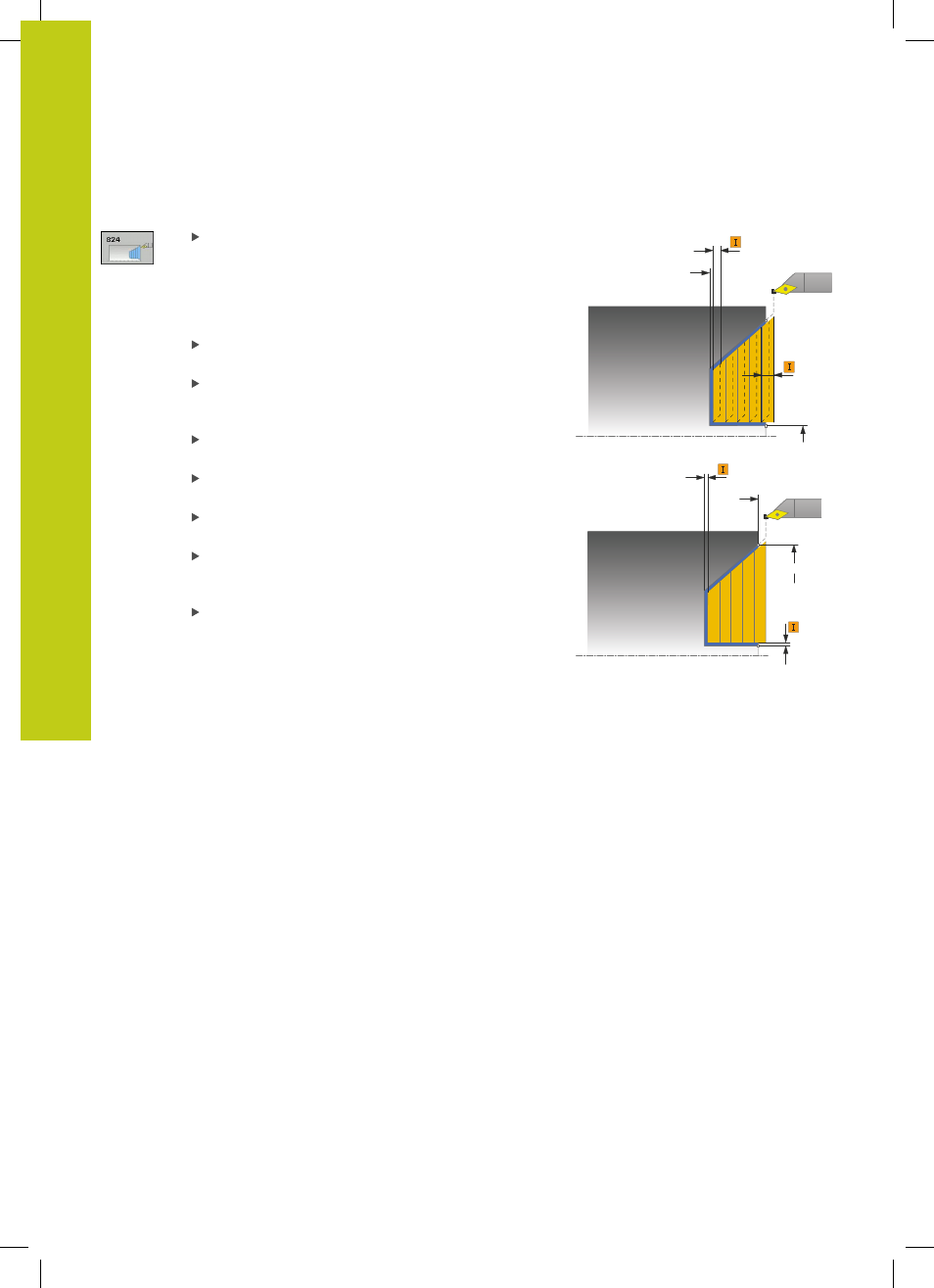
12.14 TURN, TRANSVERSE PLUNGE EXTENDED
(Cycle 824, DIN/ISO: G824)
12
364
TNC 640 | User's Manual Cycle Programming | 1/2015
Cycle parameters
Machining operation Q215: Define machining
operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing to finished dimension
3
: Only finishing to oversize
Set-up clearance Q460 (incremental): Distance for
retraction and pre-positioning.
Diameter at contour start Q491: X coordinate of
the starting point for the plunging path (diameter
value)
Contour start in Z Q492: Z coordinate of the
starting point for the plunging path
Diameter at end of contour Q493: X coordinate of
the contour end point (diameter value)
Contour end in Z Q494: Z coordinate of the contour
end point
Angle of side Q495: Angle of the plunging side. The
reference angle is formed by the parallel line to the
rotary axis
Type of starting element Q501: Define the type of
element at the start of the contour (circumferential
surface):
0
: No additional element
1
: Element is a chamfer
2
: Element is a radius
Q460
Ø Q493
Q494
Q463
Ø Q491
Q492
Q484
Ø Q483