Example: interpolation turning cycle 292, Programming examples 11.11 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 313
Programming examples 11.11
11
TNC 640 | User's Manual Cycle Programming | 1/2015
313
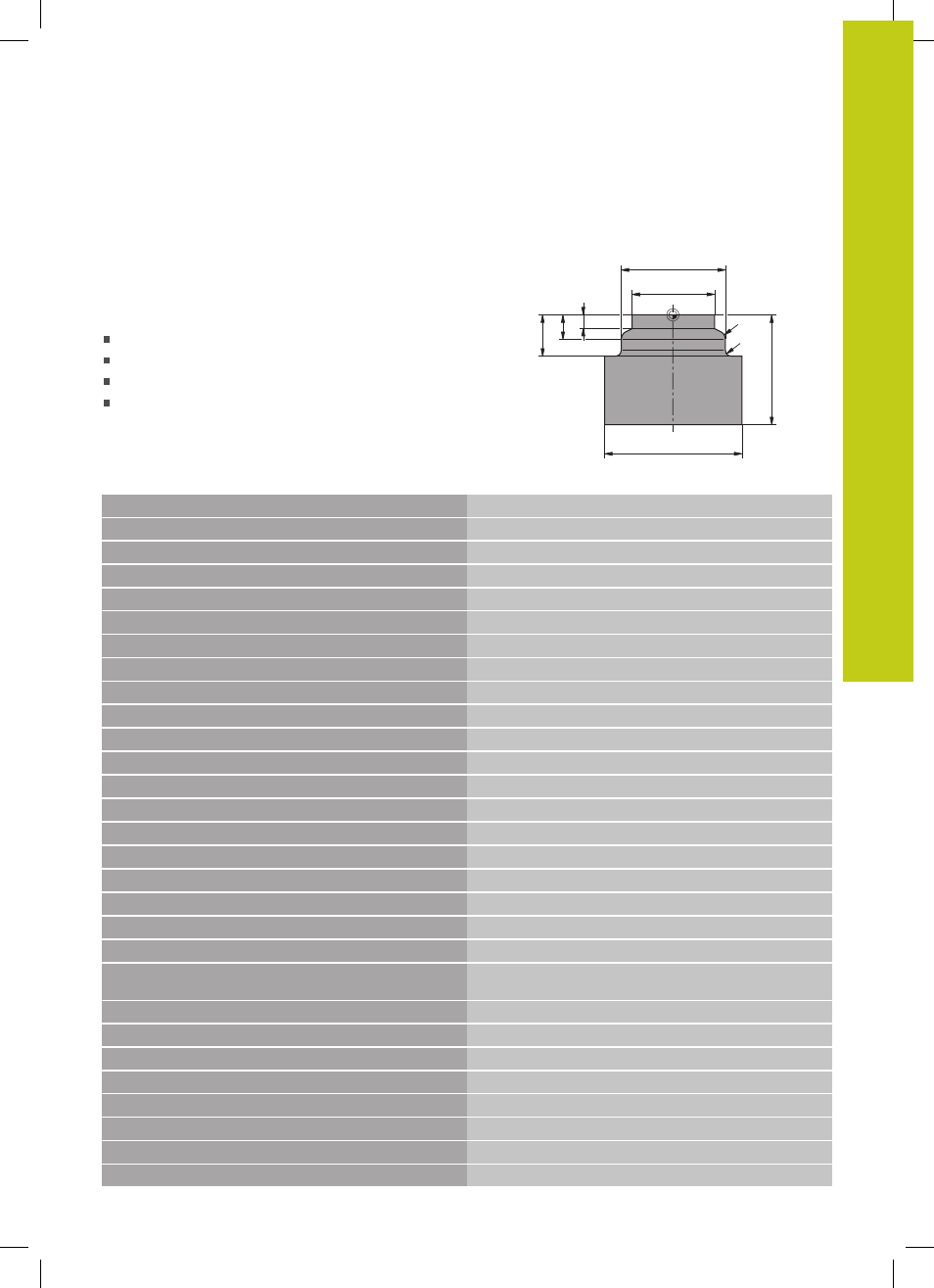
Example: Interpolation Turning Cycle 292
Cycle 292 CONTOUR TURNING INTERPOLATION
is used in the following program. This programming
example illustrates the machining of an outside contour
with the milling spindle rotating.
Program sequence
Tool call: Milling cutter D20
Cycle 32 Tolerance
Reference to the contour with Cycle 14
Cycle 292 Contour turning interpolation
40
5
7
15
50
30
38
0 BEGIN PGM 2 MM
1 BLK FORM CYLINDER Z R25 L40
Definition of workpiece blank: Cylinder
2 TOOL CALL "D20" Z S111
Tool call: End mill D20
3 CYCL DEF 32.0 TOLERANCE
Use Cycle 32 to define the tolerance
4 CYCL DEF 32.1 T0.05
5 CYCL DEF 32.2 HSC-MODE:1
6 CYCL DEF 14.0 CONTOUR
Use Cycle 14 to refer to the contour in LBL1
7 CYCL DEF 14.1 CONTOUR LABEL1
8 CYCL DEF 292 CONTOUR. TURNG. INTRP.
Define Cycle 292
Q560=+1
;SPINDLE COUPLING
Q336=+0
;ANGLE OF SPINDLE
Q546=+3
;CHANGE TOOL DIRECTN.
Q529=+0
;MACHINING OPERATION
Q221=+0
;SURFACE OVERSIZE
Q441=+1
;INFEED
Q449=+15000
;FEED RATE
Q491=+15
;CONTOUR START RADIUS
Q357=+2
;CLEARANCE TO SIDE
Q445=+50
;CLEARANCE HEIGHT
9 L Z+50 R0 FMAX M3
Pre-position in the tool axis, spindle on
10 L X+0 Y+0 R0 FMAX M99
Pre-position in the working plane to the center of rotation,
call the cycle
11 LBL 1
LBL1 contains the contour
12 L Z+2 X+15
13 L Z-5
14 L Z-7 X+19
15 RND R3
16 L Z-15
17 RND R2
18 L X+27