11 programming examples, Example: interpolation turning cycle 291, Programming examples – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 311: Programming examples 11.11
Programming examples 11.11
11
TNC 640 | User's Manual Cycle Programming | 1/2015
311
11.11
Programming examples
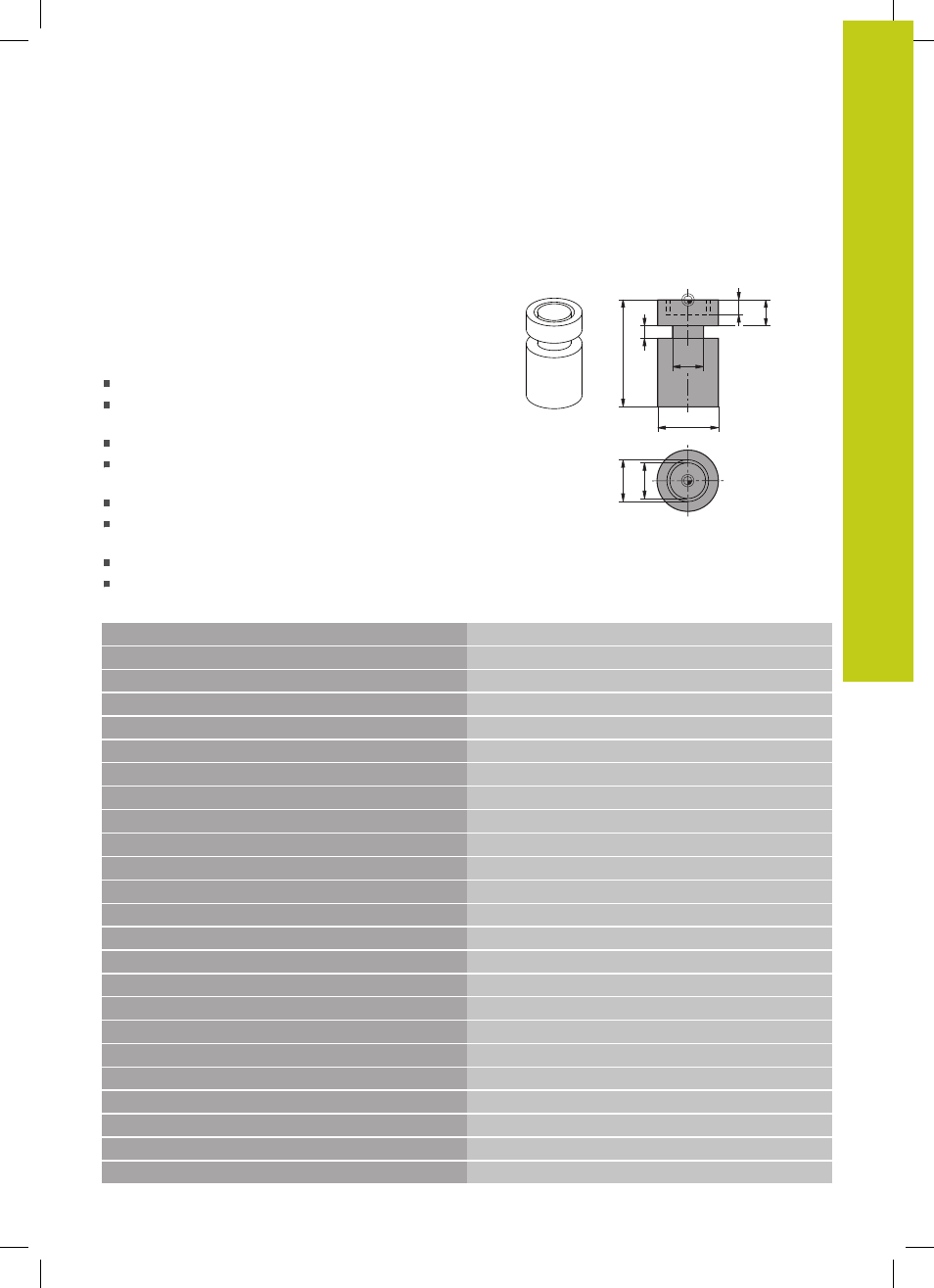
Example: Interpolation Turning Cycle 291
Cycle 291 COUPLING TURNING INTERPOLATION
is used in the following program. This programming
example illustrates the machining of an axial recess and a
radial recess.
Program sequence
Tool call: Recessing tool for axial recess
Start of interpolation turning: Description and call of
Cycle 291; Q560=1
Machining the axial recess
End of interpolation turning: Description and call of
Cycle 291; Q560=0
Tool call: Recessing tool for radial recess
Start of interpolation turning: Description and call of
Cycle 291; Q560=1
Machining the radial recess
End of interpolation turning: Description and call of
Cycle 291; Q560=0
5
60
6
30
18
22
11
18
0 BEGIN PGM 1 MM
1 BLK FORM CYLINDER Z R15 L60
Definition of workpiece blank: Cylinder
2 TOOL CALL 10 Z
Tool call: Recessing tool for axial recess
3 CC X+0 Y+0
4 LP PR+30 PA+0 R0 FMAX
Retract the tool
5 CYCL DEF 291 COUPLG. TURNG. INTERP.
Activate interpolation turning
Q560=+1
;SPINDLE COUPLING
Q336=+0
;ANGLE OF SPINDLE
Q216=+0
;CENTER IN 1ST AXIS
Q217=+0
;CENTER IN 2ND AXIS
6 CYCL CALL
Call the cycle
7 LP PR+9 PA+0 RR FMAX
Position the tool in the working plane
8 L Z+10 FMAX
9 L Z+0.2 F2000
Position the tool in the spindle axis
10 LBL 1
Recessing on face, infeed: 0.2 mm, depth: 6 mm
11 CP IPA+360 IZ-0.2 DR+ F10000
12 CALL LBL 1 REP 30
13 LBL 2
Retract from recess, step: 0.4 mm
14 CP IPA+360 IZ+0.4 DR+
15 CALL LBL 2 REP15
16 L Z+200 R0 FMAX
Retract to clearance height, deactivate radius compensation
17 CYCL DEF 291 COUPLG. TURNG. INTERP.
Terminate interpolation turning
Q560=+0
;SPINDLE COUPLING
Q336=+0
;ANGLE OF SPINDLE