Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 416
Cycles: Turning
12.28 THREAD LONGITUDINAL
(Cycle 831, DIN/ISO: G831)
12
416
TNC 640 | User's Manual Cycle Programming | 1/2015
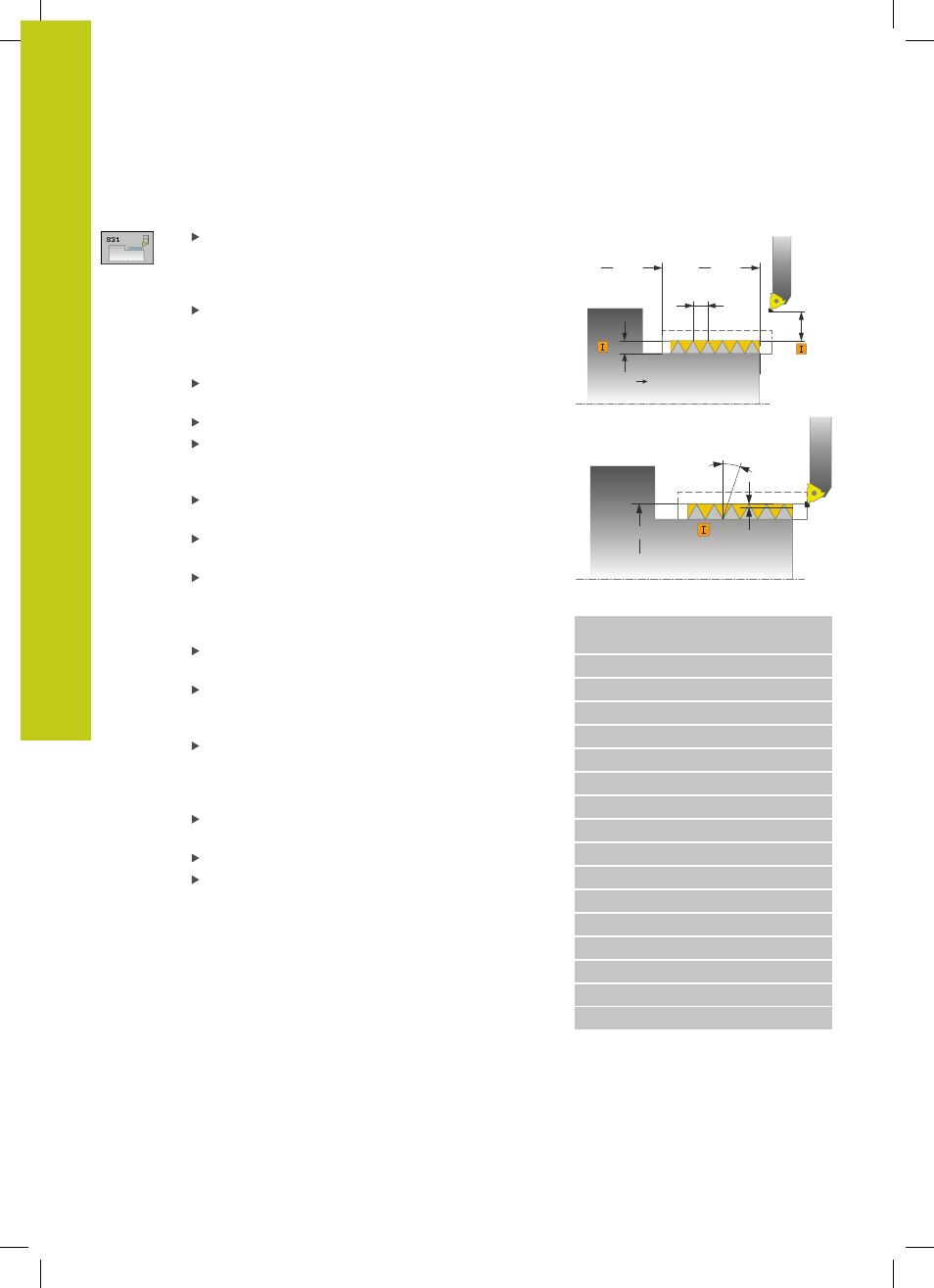
Cycle parameters
Thread position Q471: Define the position of the
thread:
0
: External thread
1
: Internal thread
Set-up clearance Q460: Set-up clearance in radial
and axial direction. In axial direction, the set-up
clearance is used for acceleration (approach path) to
the synchronized feed rate.
Thread diameter Q491: Define the nominal
diameter of the thread.
Thread pitch Q472: Pitch of the thread.
Depth of thread Q473 (incremental): Depth of the
thread. If you enter 0, the depth is assumed for a
metric thread based on the pitch.
Contour start in Z Q492: Z coordinate of the
starting point
Contour end in Z Q494: Z coordinate of the end
point including the runout of the thread Q474.
Runout of thread Q474 (incremental): Length of the
path on which, at the end of the thread, the tool is
lifted from the current plunging depth to the thread
diameter Q460.
Maximum cutting depth Q463: Maximum plunging
depth in radial direction relative to the radius.
Angle of infeed Q467: Angle for the infeed Q463.
The reference angle is formed by the perpendicular
to the rotary axis.
Type of infeed Q468: Define the type of infeed:
0
: Constant chip cross section (infeed lessens with
depth)
1
: Constant plunging depth
Starting angle Q470: Angle of the turning spindle at
which the thread start is to be made.
Number of starts Q475: Number of thread starts
Number of air cuts Q476: Number of air cuts
without infeed at finished thread depth
Q460
Q472
Q473
=0 ISO
1502
Q492
Q494
Ø Q491
Q467
Q463
NC blocks
11 CYCL DEF 831 LONGITUDINAL
THREAD
Q471=+0
;THREAD POSITION
Q460=+5
;SET-UP CLEARANCE
Q491=+75
;THREAD DIAMETER
Q472=+2
;THREAD PITCH
Q473=+0
;THREAD DEPTH
Q492=+0
;CONTOUR START IN Z
Q494=-15
;CONTOUR END IN Z
Q474=+0
;RUNOUT OF THREAD
Q463=+0.5
;MAX. CUTTING DEPTH
Q467=+30
;ANGLE OF INFEED
Q468=+0
;TYPE OF INFEED
Q470=+0
;START ANGLE
Q475=+30
;NUMBER OF STARTS
Q476=+30
;NO. OF AIR CUTS
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL