Cycle parameters, The feed rate is calculated as follows: f = s x p, Retracting after a program interruption – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 107
TAPPING with a floating tap holder (Cycle 206, DIN/ISO: G206)
4.2
4
TNC 640 | User's Manual Cycle Programming | 1/2015
107
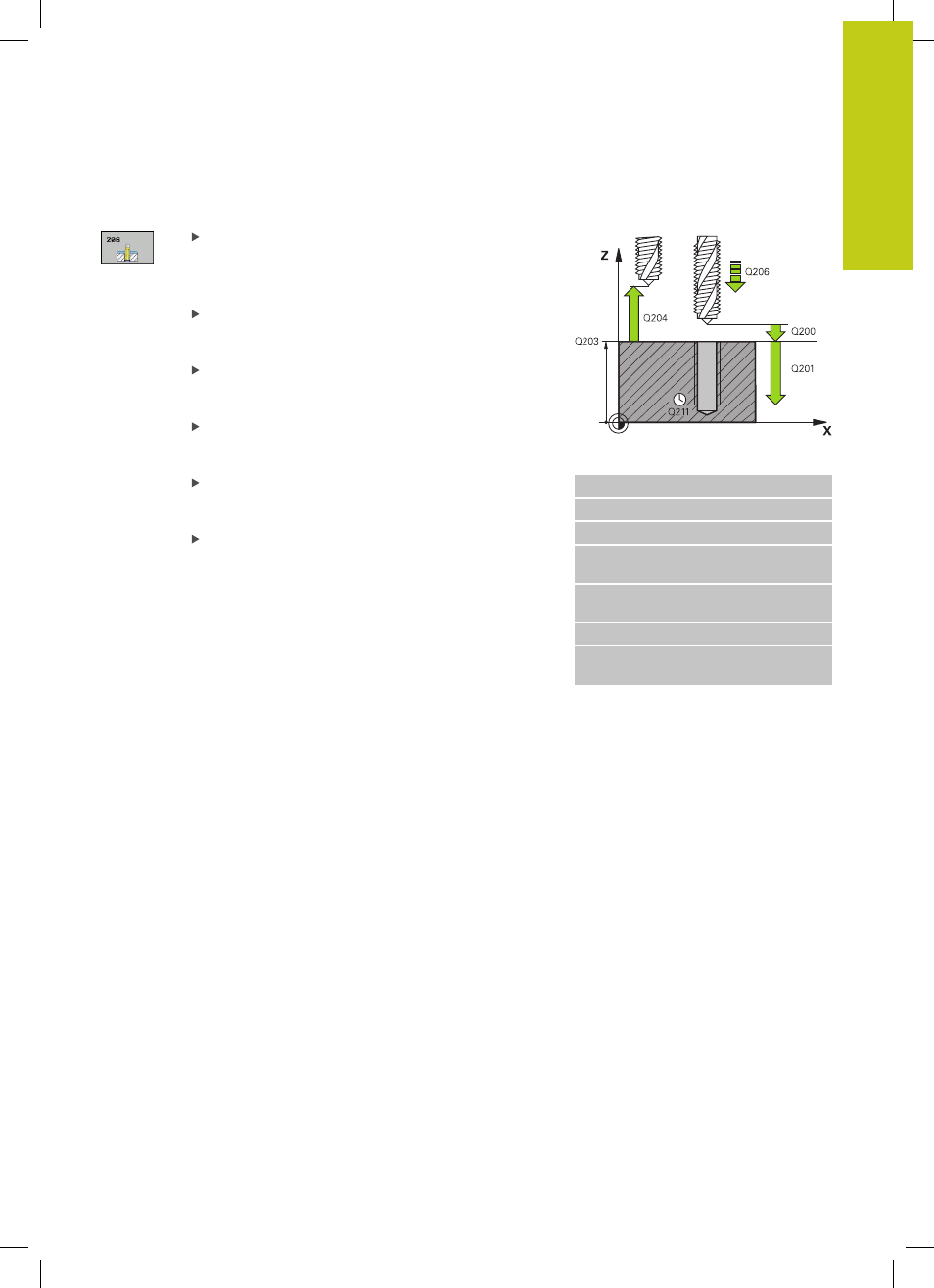
Cycle parameters
Set-up clearance Q200 (incremental): Distance
between tool tip and workpiece surface. Input range
0 to 99999.9999
Guide value: 4x pitch.
Thread depth Q201 (incremental): Distance
between workpiece surface and root of thread.
Input range -99999.9999 to 99999.9999
Feed rate F Q206: Traversing speed of the tool
during tapping. Input range 0 to 99999.999
alternatively
FAUTO
Dwell time at bottom Q211: Enter a value between
0 and 0.5 seconds to avoid wedging of the tool
during retraction. Input range 0 to 3600.0000
Coordinate of workpiece surface Q203 (absolute):
Coordinate of the workpiece surface. Input range
-99999.9999 to 99999.9999
2nd set-up clearance Q204 (incremental):
Coordinate in the spindle axis at which no collision
between tool and workpiece (fixtures) can occur.
Input range 0 to 99999.9999
NC blocks
25 CYCL DEF 206 TAPPING NEW
Q200=2
;SET-UP CLEARANCE
Q201=-20
;THREAD DEPTH
Q206=150
;FEED RATE FOR
PLNGNG
Q211=0.25
;DWELL TIME AT
BOTTOM
Q203=+25
;SURFACE COORDINATE
Q204=50
;2ND SET-UP
CLEARANCE
The feed rate is calculated as follows: F = S x p
F: Feed rate (mm/min)
S: Spindle speed (rpm)
p: Thread pitch (mm)
Retracting after a program interruption
If you interrupt program run during tapping with the machine stop
button, the TNC will display a soft key with which you can retract
the tool.