Cycle parameters – HEIDENHAIN TNC 640 (34059x-05) Cycle programming User Manual
Page 384
Cycles: Turning
12.19 SIMPLE AXIAL RECESSING
(Cycle 851, DIN/ISO: G851)
12
384
TNC 640 | User's Manual Cycle Programming | 1/2015
Cycle parameters
Machining operation Q215: Define machining
operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing to finished dimension
3
: Only finishing to oversize
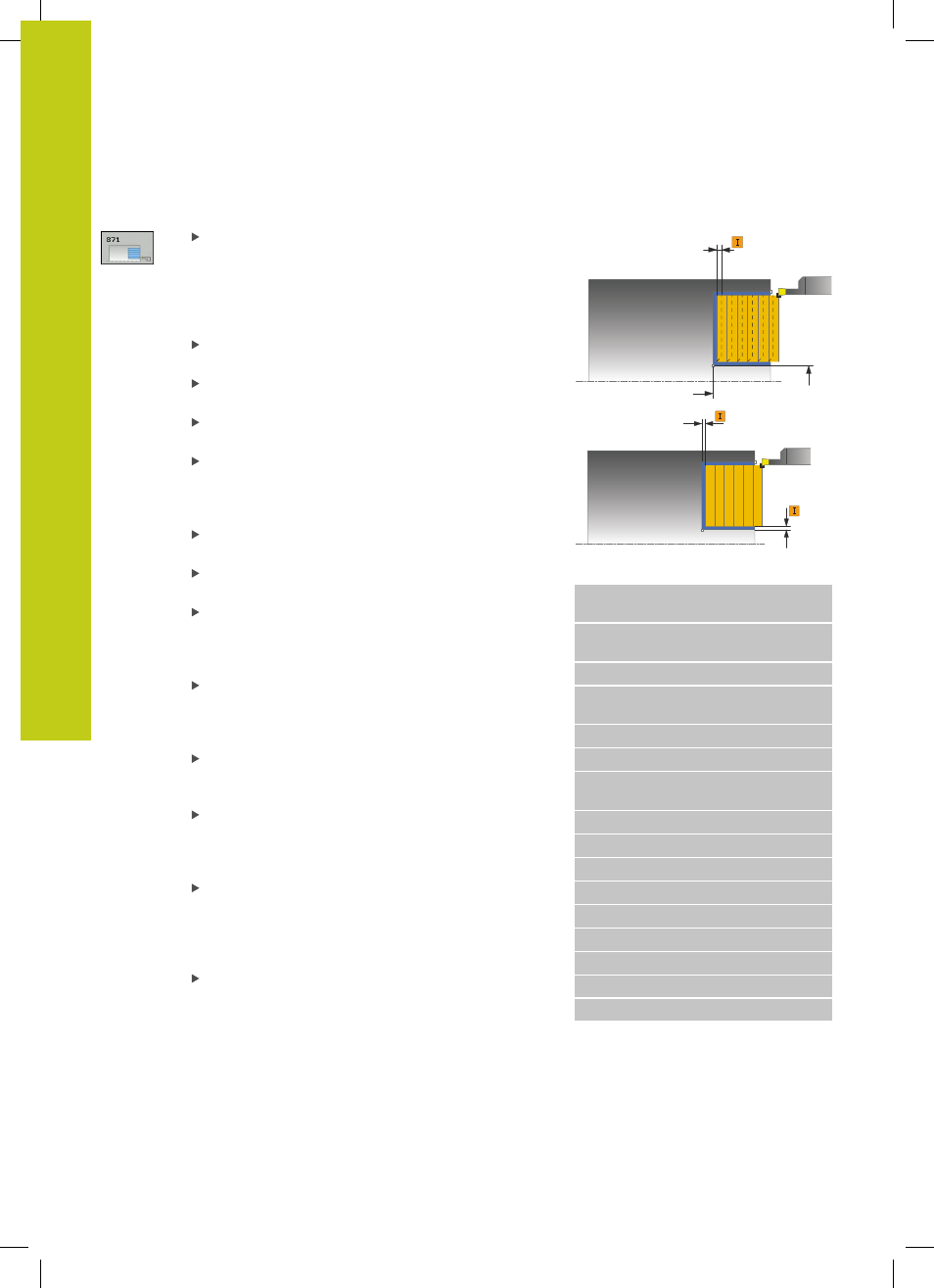
Set-up clearance Q460: Reserved, currently
without function
Diameter at end of contour Q493: X coordinate of
the contour end point (diameter value)
Contour end in Z Q494: Z coordinate of the contour
end point
Roughing feed rate Q478: Feed rate during
roughing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Oversize in diameter Q483 (incremental): Diameter
oversize for the defined contour
Oversize in Z Q484 (incremental): Oversize for the
defined contour in axial direction
Finishing feed rate Q505: Feed rate during
finishing. If M136 has been programmed, the
value is interpreted by the TNC in millimeters per
revolution, without M136 in millimeters per minute.
Maximum cutting depth Q463: Maximum infeed
(radius value) in radial direction. The infeed is divided
evenly to avoid abrasive cuts. Input range 0.001 to
999.999
Machining direction Q507: Cutting direction:
0
: bidirectional (in both directions)
1
: unidirectional (in contour direction)
Offset width Q508: Reduction of cutting length.
After clearance roughing, the remaining material
is removed with a single cut. If required, the TNC
limits the programmed offset width.
Turning depth compensation Q509: Depending
on factors such as workpiece material or feed rate,
the tool tip is displaced during a turning operation.
You can correct the resulting infeed error with the
turning depth compensation factor.
Feed rate for plunging Q488: Feed rate for
machining of plunging elements. This input value
is optional. If it is not programmed, the feed rate
defined for turning is effective.
Q460
Ø Q493
Q494
Ø Q483
Q484
NC blocks
11 CYCL DEF 851 RECESS TURNG,
SIMPLE AXIAL
Q215=+0
;MACHINING
OPERATION
Q460=+2
;SAFETY CLEARANCE
Q493=+50
;DIAMETER AT END OF
CONTOUR
Q494=-10
;CONTOUR END IN Z
Q478=+0.3
;ROUGHING FEED RATE
Q483=+0.4
;OVERSIZE FOR
DIAMETER
Q484=+0.2
;OVERSIZE IN Z
Q505=+0.2
;FINISHING FEED RATE
Q463=+2
;MAX. CUTTING DEPTH
Q507=+0
;MACHINING DIRECTION
Q508=+0
;OFFSET WIDTH
Q509=+0
;DEPTH COMPENSATION
Q488=+0
;PLUNGING FEED RATE
12 L X+65 Y+0 Z+2 FMAX M303
13 CYCL CALL